TECNOLOGIA
01
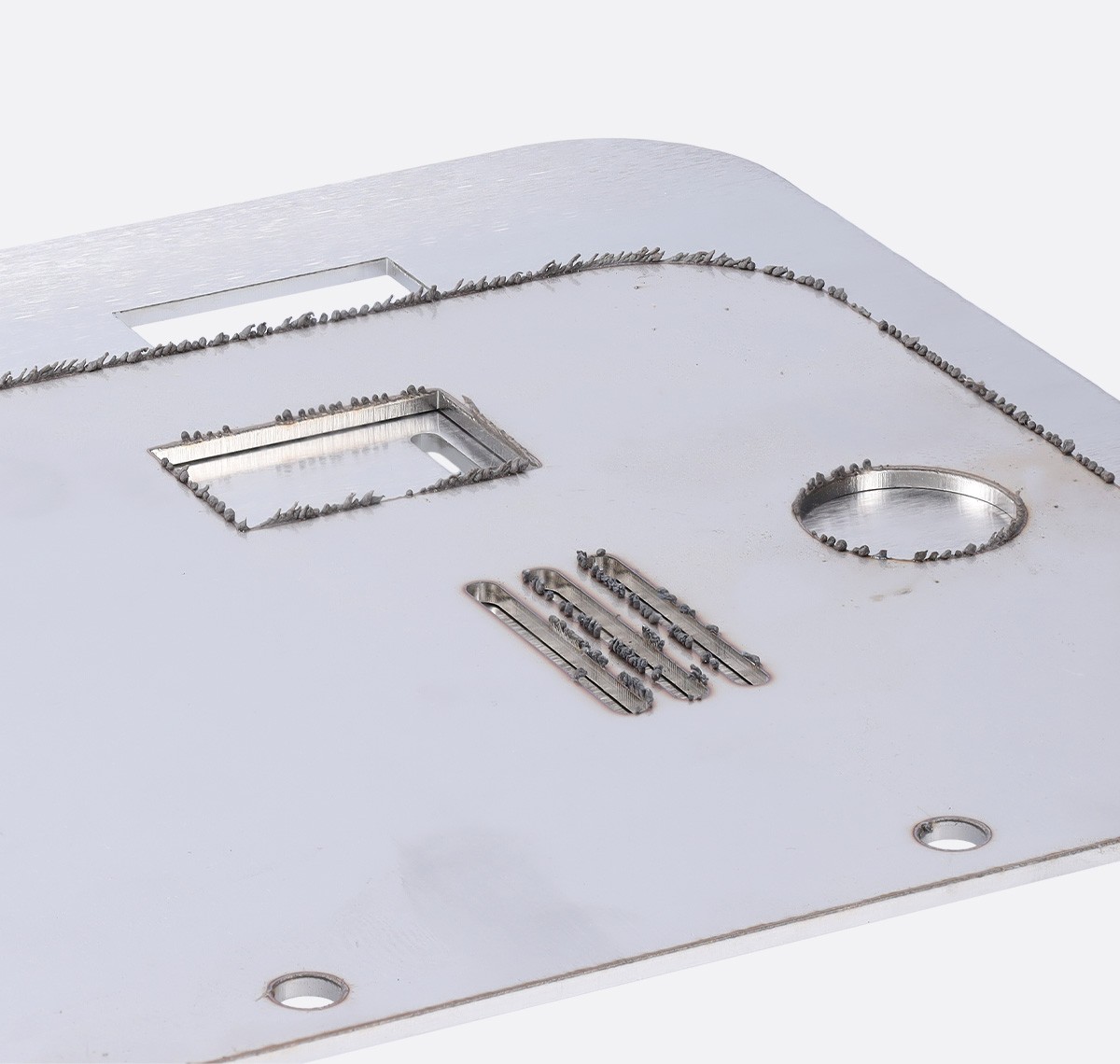
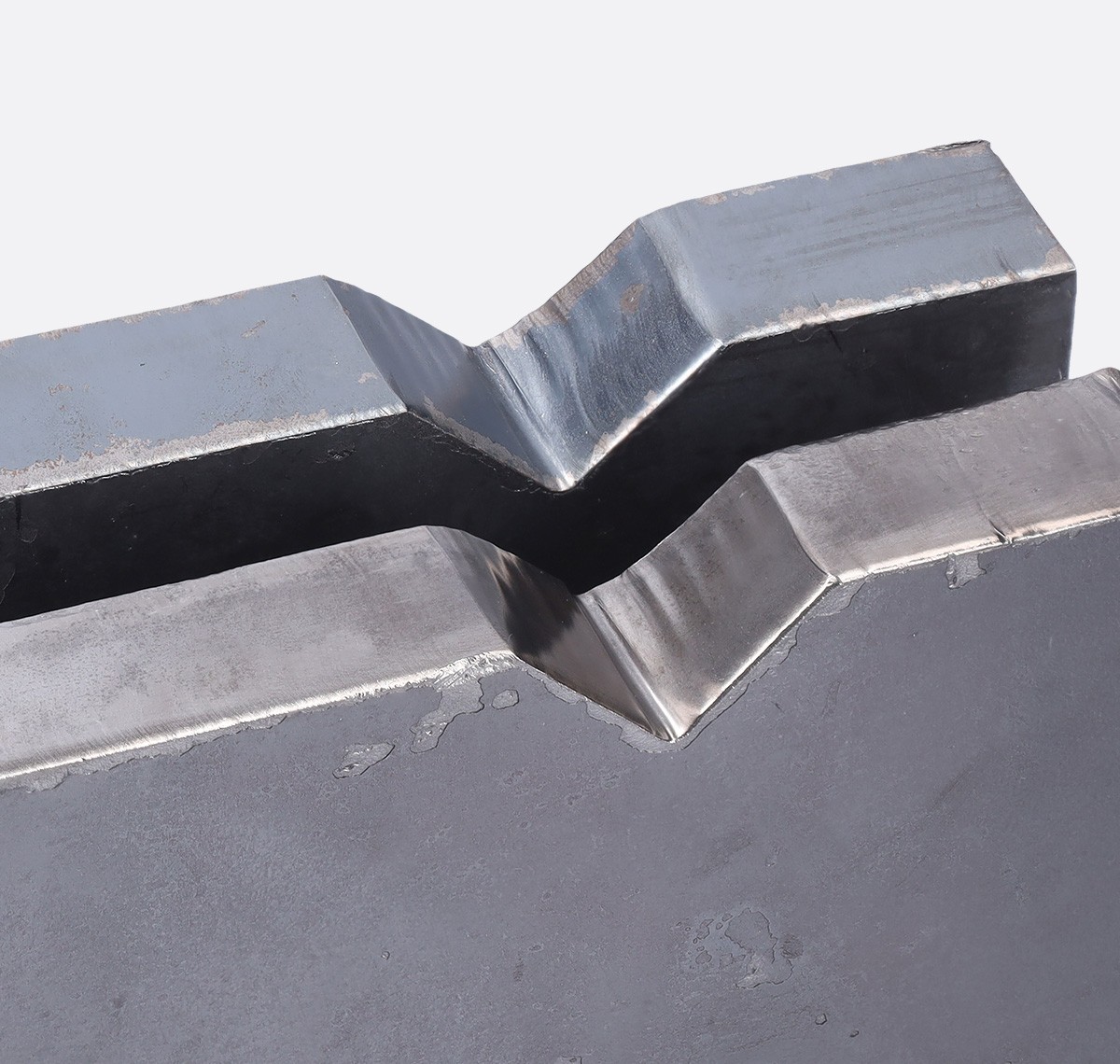
RIMOZIONE DELLE SCORIE


Nel taglio al plasma o autogeno si producono spesso fusioni eccessive e il materiale fuso arriva sul lato di uscita del fascio. La cosiddetta scoria esce sia dai contorni interni, sia da quelli esterni del pezzo e deve essere rimossa per poter proseguire nella lavorazione del pezzo.
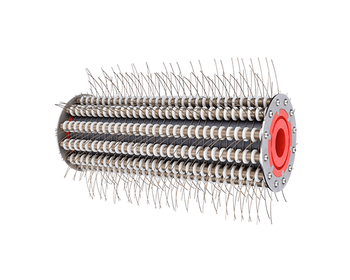
Le comuni lavorazioni manuali per la rimozione delle scorie sono il distacco con martello e scalpello o la levigatura con una mola angolare. Meccanicamente è possibile rimuovere i residui di materiale mediante levigatura con rullo di contatto morbido. Un ulteriore metodo industriale è costituito dalla rimozione con spazzola a martellina composta da numerosi perni fissati su un cuscinetto flessibile.
Sul nostro sito Web nella sezione conoscenza & news condividiamo informazioni aggiuntive per migliorare i tuoi processi.




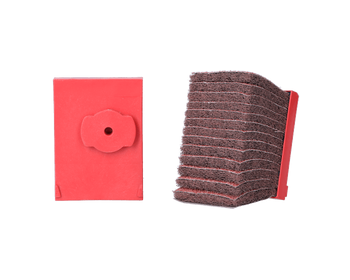
02 SGROSSATURA E SBAVATURA
Nel taglio al laser, al plasma e autogeno, oppure nelle lamiere stampate, spesso non è possibile evitare la formazione di bave. La bava o bava primaria è una formazione di materiale sul bordo di taglio dei pezzi che sporge dal bordo e dalle superfici originarie dello stesso. Altri difetti, o scostamenti dal risultato desiderato, sono ad esempio gli spruzzi causati dal taglio laser sulla superficie del pezzo, irregolarità o scagliature della superficie. Un prodotto della prima sbavatura è la cosiddetta bava secondaria. Questa si estende in direzione della superficie del pezzo e viene creata da un’asportazione insufficiente e dalla contemporanea deformazione del materiale residuo.
La levigatura rimuove le bave primarie, gli spruzzi, le irregolarità e/o le incrostazioni di scaglie. La rimozione delle bave primarie ha l’obiettivo principale di ridurre al minimo la formazione di bave secondarie. Per asportare perfettamente i residui dalla lamiera sono necessari sistemi portanti per nastri, dischi o archi di levigatura.
Sul nostro sito Web nella sezione conoscenza & news condividiamo informazioni aggiuntive per migliorare i tuoi processi.



03 SBAVATURA E SMUSSATURA


In questa fase di lavorazione vengono rimosse le bave primarie e secondarie e vengono smussati (arrotondati) i bordi. Perché il pezzo disponga dei requisiti necessari alle fasi di lavorazione successive (rivestimento a polveri, verniciatura a umido, galvanizzazione, anodizzazione ecc.) e per escludere il rischio che l’operatore possa ferirsi con bordi taglienti, spesso la rimozione delle bave primarie e secondarie viene combinata con la smussatura (arrotondamento) dei bordi. Le misure smussate (arrotondate) vanno da pochi decimi di millimetro fino a raggi da 2 mm o anche più. Questi raggi sono ora richiesti dalle norme, come ad es. DIN EN 1090.
La sbavatura e la smussatura (arrotondamento) dei bordi vengono svolte usando attrezzi abrasivi flessibili con elevate caratteristiche di adattamento ai contorni interni ed esterni, ad es. raggi, fori e intagli. Si utilizzano dischi, rulli, blocchi e spazzole di sbavatura montati su macchine manuali e su mole e sbavatrici. Queste ultime dispongono ad esempio di sistemi di teste planetarie o gruppi oscillanti per garantire una lavorazione omogenea dei bordi.
Sul nostro sito Web nella sezione conoscenza & news condividiamo informazioni aggiuntive per migliorare i tuoi processi.



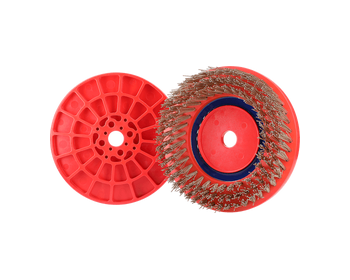
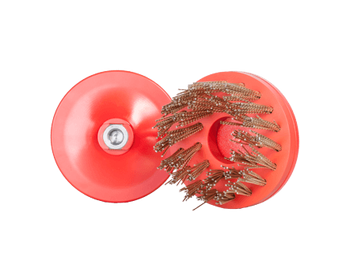
04 RIMOZIONE DEGLI OSSIDI

I pezzi tagliati con ossigeno presentano strati di ossidi sui bordi di taglio. Questi “strati scuri” costituiscono un rischio di adesione nelle fasi di lavorazione successive. Possono ad esempio comportare il distacco del rivestimento ed è per questo che occorre rimuoverli.
L’asportazione meccanica dello strato di ossidi viene svolta attraverso levigatura o spazzolatura. Entrambe le possibilità di lavorazione possono essere utilizzate in processi di lavorazione manuali. Nel campo della lavorazione meccanica, viene usata prevalentemente la spazzolatura che, grazie a un attrezzo costituito da una testina in filo di ferro dalla struttura particolare, riesce ad agire su tutti i contorni del pezzo per ottenere superfici metalliche perfettamente lucide anche sui bordi.
Sul nostro sito Web nella sezione conoscenza & news condividiamo informazioni aggiuntive per migliorare i tuoi processi.


05 LEVIGATURA FINALE


Questa fase di lavorazione serve per eliminare le tracce di graffi e per creare una superficie decorativa. Sulla superficie delle lamiere è possibile praticare diversi tipi di levigatura fino alla lucidatura a specchio.
Nell’ultima fase di lavorazione, vengono utilizzati prevalentemente attrezzi con velli, tessuti abrasivi e feltri in forma di modulo continuo o rullo. Nella lavorazione manuale il risultato e la riproducibilità sono legati notevolmente al lavoro dell’operatore. Nelle finiture meccaniche, la macchina deve disporre di adeguate possibilità di regolazione (ad es. nastro abrasivo verticale).
Sul nostro sito Web nella sezione conoscenza & news condividiamo informazioni aggiuntive per migliorare i tuoi processi.