Pre-rectificado y desbarbado en el procesamiento de chapa metálica
Pre-rectificado y desbarbado en el procesamiento de chapa metálica
El corte térmico de piezas de chapa metálica genera rebabas, irregularidades y residuos en la superficie del componente. Esto provoca un contacto desigual de la herramienta y perjudica la estabilidad de los pasos de procesamiento posteriores.
El pre-molido es el paso preparatorio del proceso en el que se nivelan las superficies y se elimina la rebaba principal de forma controlada. Esto crea una base uniforme para el procesamiento posterior.
En el proceso de desbarbado posterior, se eliminan selectivamente las rebabas restantes y se da un acabado funcional al borde. El objetivo es lograr un componente con un estado definido y propiedades de borde y superficie reproducibles.
Solo mediante la interacción coordinada del pre-rectificado y el desbarbado se pueden crear condiciones de proceso estables que permitan una absorción uniforme del recubrimiento, una reducción del retrabajo y procesos posteriores reproducibles.
¿Qué es la formación de rebabas primarias en la chapa metálica?
Las rebabas primarias se forman durante los procesos de corte térmico y mecánico, como el corte por láser, plasma u oxicorte, así como durante el punzonado. En estos procesos, el material en el filo de corte se desplaza plásticamente o se elimina de forma incompleta y permanece como una rebaba en el borde del componente.
Esta rebaba primaria sobresale del contorno real de la pieza y provoca condiciones de contacto irregulares en las etapas de mecanizado posteriores. Esto da como resultado condiciones de mecanizado inestables, mayor desgaste de la herramienta y una calidad de filo inconsistente.
Además, el proceso de separación puede generar irregularidades, salpicaduras o residuos en la superficie, lo que afecta aún más al agarre de la herramienta y limita la reproducibilidad de los procesos posteriores.
En el proceso de pre-rectificado, la rebaba primaria se elimina de forma controlada y la superficie se nivela para crear una base uniforme. Esto es fundamental para el posterior proceso de desbarbado, que permite la eliminación selectiva de rebabas secundarias y un acabado preciso de los bordes.
Herramientas para el pre-esmerilado y el desbarbado
La selección de la herramienta en la etapa de pre-rectificado y desbarbado depende del estado inicial, el material y la cantidad de material que se desea eliminar. El objetivo es lograr un contacto uniforme de la herramienta que elimine la rebaba principal de forma controlada y prepare la superficie del componente para las etapas de mecanizado posteriores.
Las irregularidades, salpicaduras y rebabas que se producen durante el corte térmico generan condiciones de contacto inconsistentes entre la herramienta y la pieza de trabajo. Sin un pre-rectificado, se generan condiciones de mecanizado inestables, lo que conlleva un mayor desgaste de la herramienta y una calidad de filo irregular.
En el pre-lijado, se utilizan bandas de tela abrasiva para reducir las irregularidades, nivelar la superficie y eliminar las rebabas primarias de forma controlada.
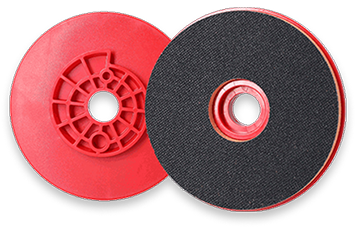
En esta etapa del proceso se utilizan discos de velcro no tejidos para procesar con precisión las áreas de la superficie y crear una condición inicial uniforme para el posterior desbarbado.
Las estrellas de pulido facilitan el procesamiento de áreas que dependen del contorno y ayudan a procesar selectivamente las rebabas primarias y las irregularidades de la superficie.
El resultado es un estado inicial definido con irregularidades reducidas, un procesamiento controlado de las rebabas primarias y condiciones estables para el posterior desbarbado y redondeo de los bordes.






Bandas abrasivas para el pre-lijado en el procesamiento de chapa metálica
En la etapa de pre-rectificado, se utilizan bandas abrasivas para nivelar la superficie del componente y eliminar las rebabas iniciales de forma controlada. El objetivo es lograr un contacto uniforme de la herramienta que cree condiciones estables para las etapas de mecanizado posteriores.
Las irregularidades, salpicaduras y rebabas que se producen durante el corte térmico generan condiciones de contacto inconsistentes entre la herramienta y la pieza de trabajo. Sin un pre-rectificado, esto conlleva un mayor desgaste de la herramienta, procesos de mecanizado inestables y una calidad de filo irregular.
Durante el pre-molienda, Correas abrasivas Se utiliza específicamente para reducir estas irregularidades, alisar la superficie y crear un estado inicial definido para el posterior desbarbado.
El resultado es una superficie mecanizada de forma uniforme, con rebabas primarias reducidas y condiciones estables para la eliminación selectiva de rebabas secundarias y el posterior redondeo de los bordes.

Abrasivos para obtener resultados definidos durante el pre-rectificado.
La elección del abrasivo influye en la eliminación de material, el contacto con la herramienta y la reproducibilidad durante el pre-rectificado y el desbarbado de piezas de chapa metálica.
Se utilizan diferentes abrasivos según el material, el espesor de la lámina, el tamaño de la rebaba y el acabado superficial deseado. Es fundamental que el grano abrasivo, el material de soporte y el diseño de la herramienta se adapten al proceso específico.
Una selección inadecuada de abrasivos conlleva una eliminación desigual del material, un mayor desgaste de la herramienta y una calidad superficial fluctuante.
El abrasivo adecuado permite una eliminación controlada del material y proporciona unas condiciones iniciales definidas para el posterior desbarbado y redondeo de los bordes.

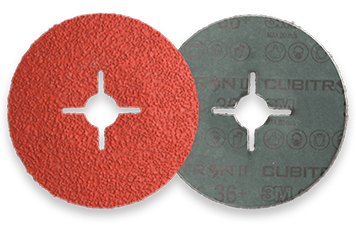
Muelas abrasivas para pre-amolado y desbarbado ligero.
Las muelas abrasivas se utilizan en la etapa de pre-rectificado y desbarbado ligero para reducir las rebabas primarias restantes y para reelaborar selectivamente las áreas de la superficie.
Tras el corte térmico y el rectificado inicial, pueden persistir rebabas locales e irregularidades en la superficie, lo que provoca transiciones desiguales entre la superficie y el borde.
En este paso del proceso discos de lijado Se utiliza para procesar estas áreas de forma controlada, para controlar localmente la eliminación de material y para preparar una transición suave para el posterior desbarbado y redondeo de bordes.
El resultado es una superficie reelaborada de manera uniforme, con rebabas residuales reducidas y condiciones estables para procesos posteriores reproducibles.

Estrellas de rectificado para contornos, tubos y perfiles.
Las estrellas de rectificado se utilizan en las etapas de pre-rectificado y desbarbado cuando se requiere mecanizar áreas con contornos específicos, tuberías o perfiles. Su estructura flexible les permite adaptarse a diferentes geometrías de componentes.
Al cortar tuberías, perfiles y zonas de difícil acceso, suelen aparecer rebabas localizadas e irregularidades en la superficie, a las que solo se puede acceder parcialmente con herramientas planas.
En este paso del proceso Estrellas del molinillo Se utiliza para tratar selectivamente estas áreas, reducir la rebaba primaria y crear una condición inicial uniforme para los procesos posteriores.
El resultado son contornos mecanizados de forma uniforme, con estructuras de rebabas reducidas y condiciones estables para el posterior desbarbado y redondeo de bordes.
Pre-rectificado y desbarbado como base para procesos estables.
El pre-rectificado y el desbarbado constituyen la base para un acabado superficial y de bordes reproducible en piezas de chapa metálica. Solo una condición inicial definida permite un acoplamiento uniforme de la herramienta y unas condiciones de mecanizado estables.
La eliminación selectiva de material reduce las rebabas primarias, las irregularidades y las imperfecciones superficiales localizadas. Esto crea condiciones uniformes para el posterior desbarbado y redondeo de bordes.
El uso coordinado de abrasivos y herramientas garantiza que los componentes tengan propiedades de borde y superficie reproducibles y que los procesos posteriores, como el recubrimiento o el ensamblaje, se puedan llevar a cabo de forma estable.
El resultado es un estado definido del componente con una eliminación controlada del material, transiciones suaves entre la superficie y el borde, y una reducción del retrabajo y los desechos.
EL ÉXITO DE NUESTROS CLIENTES
AHORRO DE TIEMPO DE PROCESAMIENTO
La personalización de nuestras herramientas para satisfacer las necesidades individuales de cada cliente reduce significativamente los tiempos de procesamiento. Un ejemplo práctico demuestra que se pueden ahorrar hasta 80 tiempos de mecanizado durante el desbarbado.
MAXIMIZANDO EL REDONDEO DE LOS BORDES
La última generación de discos de desbarbado maximiza la superficie abrasiva gracias a la innovadora disposición y la estructura ranurada de las aletas abrasivas, aumenta la eliminación de material en el borde de la chapa metálica y mejora significativamente el rendimiento de su máquina desbarbadora.
OPTIMIZACIÓN DE PROCESOS
Nuestros clientes se benefician de nuestra dilatada experiencia en consultoría y aplicaciones. Esta pericia garantiza la máxima competitividad mediante procesos de alto rendimiento en cualquier entorno de producción.
ESMERILADO PREVIO EN ACCIÓN EN DIVERSAS MÁQUINAS
Actualmente estás viendo contenido de marcador de posición de YouTube. Para acceder al contenido, haga clic en el botón de abajo. Tenga en cuenta que esto implica compartir datos con terceros.
Más informaciónNuestras herramientas son compatibles con las máquinas de los fabricantes más comunes.
TUS PERSONAS DE CONTACTO

MARC BÖCK

