

Enlèvement des scories

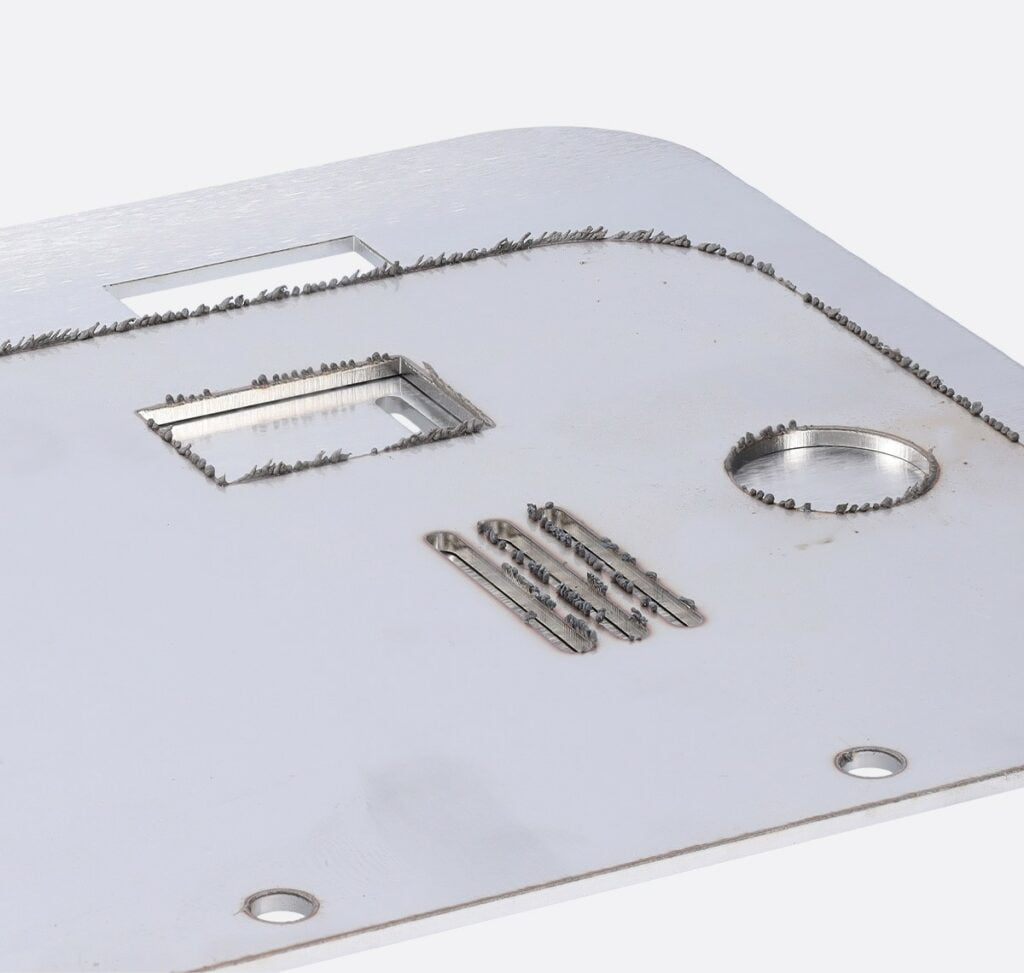












ÉLIMINATION DES OXYDES








Vous êtes actuellement en phase de conseil concernant le contenu d'une réserve d'espaces ouverts Vimeo. Pour accéder au contenu, cliquez sur le bouton ci-dessous. Veuillez noter que les données font partie du service proposé par les différents niveaux de fournisseur.
Plus d'informationsVous êtes actuellement en phase de conseil concernant le contenu d'une réserve d'espaces ouverts YouTube. Pour accéder au contenu, cliquez sur le bouton ci-dessous. Veuillez noter que les données font partie du service proposé par les différents niveaux de fournisseur.
Plus d'informationsVous pouvez facturer le contenu reCAPTCHA Pour soumettre le formulaire, veuillez noter que les données font partie intégrante du service proposé par les différents niveaux de fournisseur.
Plus d'informationsVous êtes actuellement en phase de conseil concernant le contenu d'une réserve d'espaces ouverts Instagram. Pour accéder au contenu, cliquez sur le bouton ci-dessous. Veuillez noter que les données font partie du service proposé par les différents niveaux de fournisseur.
Plus d'informationsVous êtes actuellement en phase de conseil concernant le contenu d'une réserve d'espaces ouverts Google Maps. Pour accéder au contenu, cliquez sur le bouton ci-dessous. Veuillez noter que les données font partie du service proposé par les différents niveaux de fournisseur.
Plus d'informations