Ébavurage et arrondi des bords de la tôle
Après le pré-rectification, les bavures secondaires sont éliminées et les bords sont usinés sélectivement afin de créer des conditions de bord reproductibles et des processus ultérieurs stables.
Ébavurage et arrondi des bords lors du traitement de la tôle
Après le pré-rectification, des bavures secondaires et des irrégularités de bord subsistent souvent sur les pièces en tôle, ce qui peut nuire aux étapes de traitement ultérieures.
L'ébavurage et l'arrondi des arêtes sont les étapes suivantes du processus de finition des bords et des surfaces. On commence par éliminer sélectivement les bavures secondaires restantes, puis on donne à l'arête sa forme fonctionnelle.
Alors que l'ébavurage vise à éliminer les bavures secondaires, l'arrondi des bords permet de créer une transition douce et arrondie entre la surface et le bord.
L'objectif est d'obtenir un état de composant défini avec des propriétés de bord et de surface reproductibles, créant des conditions stables pour les processus ultérieurs tels que le revêtement ou l'assemblage.
Ébavurage et arrondi des arêtes dans le cadre de la chaîne de processus
La finition des bords et des surfaces des pièces en tôle est réalisée en plusieurs étapes coordonnées. Après l'élimination des scories et le pré-meulage, l'ébavurage et l'arrondi des bords constituent l'étape principale de traitement des arêtes de la pièce.
Lors de l'ébavurage, les bavures secondaires résiduelles, issues de la déformation du matériau et des étapes d'usinage précédentes, sont éliminées sélectivement. Ces bavures engendrent des irrégularités de bord et entravent les opérations d'usinage ultérieures.
L'étape suivante consiste à arrondir les bords, ce qui crée une transition douce et arrondie entre la surface et le bord. Cette transition est essentielle pour une adhérence uniforme du revêtement et des propriétés stables du composant.
L’ébavurage et l’arrondi des arêtes constituent ainsi le lien entre les étapes de traitement préparatoires et l’état défini du composant, et créent la base de processus ultérieurs reproductibles tels que le revêtement ou l’assemblage.
Qu'est-ce qu'une bavure secondaire sur des pièces de tôlerie ?
Des bavures secondaires se forment lors des étapes d'usinage suivantes, comme le pré-rectification, en raison de la déformation plastique du matériau. Dans ce processus, la matière n'est pas complètement enlevée, mais plutôt repliée le long du bord de la pièce, formant ainsi de fines bavures, souvent difficiles à détecter.
Contrairement à la bavure primaire, qui se forme directement lors de la coupe, la bavure secondaire se forme par un enlèvement de matière irrégulier et une application de force incontrôlée pendant l'usinage.
Ces bavures entraînent des irrégularités de bord et peuvent nuire considérablement aux étapes de traitement ultérieures. En particulier lors des procédés de revêtement ou pour les assemblages de précision, les bavures secondaires résiduelles provoquent des problèmes d'adhérence, des écarts dimensionnels et une instabilité du processus.
L’élimination ciblée des bavures secondaires est donc une condition préalable essentielle pour obtenir un état défini des composants et des processus ultérieurs stables et reproductibles.
Ébavurage et arrondi des bords des pièces en tôle
Après le pré-rectification, de fines bavures subsistent le long du bord de la pièce ; on les appelle bavures secondaires. Celles-ci résultent de la déformation plastique et de l’enlèvement de matière irrégulier, et engendrent une instabilité du bord.
Lors de l'ébavurage, cette bavure secondaire est éliminée sélectivement afin d'obtenir une base de bord propre et uniforme. L'objectif est d'éliminer les arêtes vives et les aspérités de matière et de définir les conditions préalables au traitement ultérieur du bord.
L'étape suivante consiste à arrondir les bords. Cela crée une transition douce, de type rayon, entre la surface et le bord. Cette transition réduit les pics de contrainte, améliore l'adhérence du revêtement et garantit des propriétés fonctionnelles stables du bord du composant.
Le résultat est un état de composant défini avec des propriétés de bord et de surface reproductibles, permettant un traitement ultérieur uniforme et des processus ultérieurs stables.
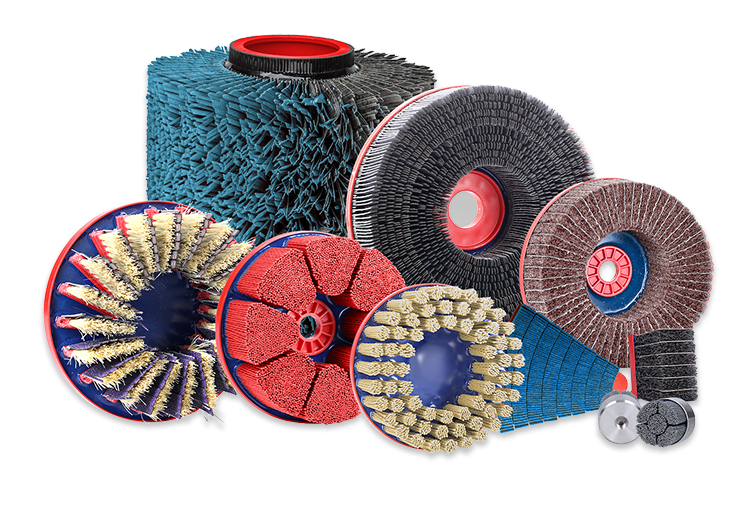
Outils pour l'ébavurage et l'arrondi des bords
Le choix de l'outil lors de l'ébavurage et de l'arrondi des arêtes dépend du matériau, de la géométrie de la pièce et de l'état d'arête souhaité. L'objectif est un enlèvement de matière contrôlé qui élimine efficacement les bavures secondaires et assure une transition douce entre la surface et l'arête.
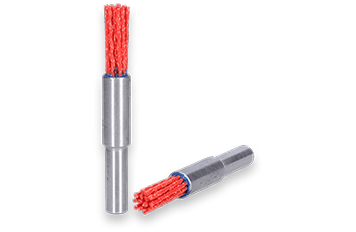
Lors de l'étape d'ébavurage, blocs d'ébavurage Utilisés pour éliminer sélectivement les bavures secondaires et adoucir les arêtes vives, ils permettent un engagement contrôlé de l'outil et créent une base uniforme pour l'arrondi ultérieur des bords.
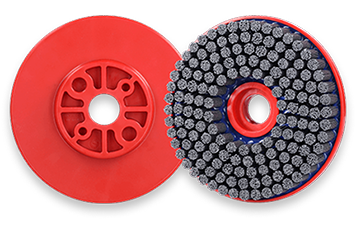
Plaque d’ébavurage Elles servent à usiner les bords de manière uniforme et régulière. Elles permettent d'éliminer les bavures restantes et de préparer le bord pour une transition précise.
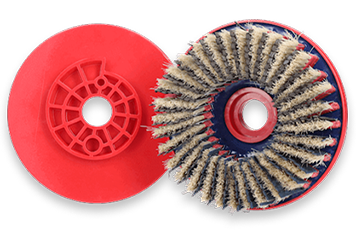
Lors de l'étape d'arrondi des bords, Rouleaux d'ébavurage Il sert à créer une transition douce et arrondie entre la surface et le bord. Le contact uniforme permet d'obtenir une géométrie de bord reproductible.
Le résultat est un composant en parfait état, avec des bords usinés de manière uniforme, des bavures réduites et des conditions stables pour les processus ultérieurs tels que le revêtement ou l'assemblage.






Éliminer sélectivement les bavures secondaires lors de l'ébavurage
L'ébavurage élimine les bavures secondaires formées par déformation plastique. Ces bavures entraînent des irrégularités de bord et nuisent à la fonction du bord de la pièce.
Si des bavures secondaires persistent, des protubérances de matière se forment, entraînant des défauts de revêtement, des problèmes d'ajustement et une instabilité des procédés ultérieurs. Par conséquent, un enlèvement de matière contrôlé est essentiel pour éliminer complètement la bavure sans altérer la géométrie de la pièce.
Arrondi des bords des composants fonctionnels
Après ébavurage, l'arête est arrondie de manière sélective. Ceci crée une transition douce, presque arrondie, entre la surface et l'arête, ce qui influe considérablement sur le fonctionnement du composant.
Sans arrondi, des pics de contrainte et des épaisseurs de couche irrégulières apparaissent dans les revêtements. Une transition bien définie, en revanche, garantit une adhérence stable, une application uniforme du revêtement et une meilleure maniabilité.
Impact sur le revêtement, l'assemblage et les procédés ultérieurs
Des bords insuffisamment ébavurés ou non arrondis entraînent des défauts de revêtement, une répartition inégale de l'épaisseur des couches et une adhérence réduite des systèmes de revêtement.
Un état de fabrication défini des composants, avec des bords usinés de manière uniforme, permet des conditions d'assemblage stables, réduit les retouches et garantit des résultats reproductibles en production de série.
L'ébavurage et l'arrondi des arêtes constituent la base de procédés stables.
L'ébavurage et l'arrondi des arêtes déterminent la qualité du bord de la pièce. Ce n'est que lorsque les bavures secondaires sont complètement éliminées et que le bord est arrondi de manière précise qu'on obtient une pièce reproductible.
Il s'agit d'une condition préalable à une absorption uniforme du revêtement, à un assemblage stable et à une production en série fiable.
Plus d'informations sur l'ensemble de la chaîne de processus : Aperçu des finitions de bord et de surface
LE SUCCÈS DE NOS CLIENTS
GAIN DE TEMPS DE TRAITEMENT
La personnalisation de nos outils pour répondre aux besoins spécifiques de chaque client réduit considérablement les temps de traitement. Une application client démontre qu'il est possible d'économiser jusqu'à 80 temps d'usinage lors de l'ébavurage.
OPTIMISATION DE L'ARRONDISSEMENT DES BORDS
La dernière génération de disques d'ébavurage maximise la surface abrasive grâce à la disposition innovante et à la structure rainurée des lamelles abrasives, augmente l'enlèvement de matière sur le bord de la tôle et améliore considérablement les performances de votre machine d'ébavurage.
OPTIMISATION DES PROCESSUS
Nos clients bénéficient de notre vaste expérience en matière de conseil et d'application. Cette expertise garantit une compétitivité maximale grâce à des processus performants dans tous les environnements de production.
ÉBAVURAGE & ARRONDISSAGE avec des outils Boeck
Vous visualisez un message de contenu là-bas YouTube. Pour accéder au contenu effectif, cliquez sur le bouton en bas à droite. Les notaires sont préparés de manière à être en accord avec le prestataire de services de la tierce partie.
Informations complémentairesNos outils sont compatibles avec les principaux fabricants de machines.
TES PERSONNES DE CONTACT

MARC BÖCK

