Blech entgraten und Kantenverrunden
Nach dem Vorschleifen werden Sekundärgrat entfernt und Kanten gezielt bearbeitet, um reproduzierbare Kantenzustände und stabile Folgeprozesse zu schaffen.
Entgraten und Kantenverrunden in der Blechbearbeitung
Nach dem Vorschleifen verbleiben an Blechteilen häufig Sekundärgrate sowie ungleichmäßige Kantenbereiche, die die Weiterverarbeitung beeinträchtigen können.
Das Entgraten und Kantenverrunden bildet den nachfolgenden Prozessschritt der Kanten- und Oberflächenbearbeitung. Dabei werden zunächst verbleibende Sekundärgrate gezielt entfernt und anschließend die Kante funktional gestaltet.
Während beim Entgraten die Entfernung von Sekundärgrat im Fokus steht, dient das Kantenverrunden der Erzeugung eines gleichmäßigen, radiusähnlichen Übergangs zwischen Fläche und Kante.
Ziel ist ein definierter Bauteilzustand mit reproduzierbaren Kanten- und Oberflächeneigenschaften, der stabile Voraussetzungen für nachfolgende Prozesse wie Beschichten oder Montieren schafft.
Entgraten und Kantenverrunden als Teil der Prozesskette
Die Kanten- und Oberflächenbearbeitung von Blechteilen erfolgt in aufeinander abgestimmten Prozessschritten. Nach der Schlackeentfernung und dem Vorschleifen folgt das Entgraten und Kantenverrunden als zentraler Bearbeitungsschritt der Bauteilkante.
Im Prozessschritt des Entgratens werden verbleibende Sekundärgrate gezielt entfernt, die durch Materialverformung und vorhergehende Bearbeitungsschritte entstehen. Diese Gratstrukturen führen zu ungleichmäßigen Kantenbedingungen und beeinträchtigen die Weiterverarbeitung.
Anschließend erfolgt das Kantenverrunden, bei dem ein gleichmäßiger, radiusähnlicher Übergang zwischen Fläche und Kante erzeugt wird. Dieser Übergang ist entscheidend für eine gleichmäßige Beschichtungsaufnahme und stabile Bauteileigenschaften.
Das Entgraten und Kantenverrunden stellt somit die Verbindung zwischen vorbereitenden Bearbeitungsschritten und dem definierten Bauteilzustand dar und schafft die Grundlage für reproduzierbare Folgeprozesse wie Beschichten oder Montieren.
Was ist Sekundärgrat bei Blechteilen?
Sekundärgrat entsteht während nachgelagerter Bearbeitungsschritte wie dem Vorschleifen durch plastische Verformung des Werkstoffs. Dabei wird Material nicht vollständig abgetragen, sondern entlang der Bauteilkante umgelegt und bildet feine, oft schwer erkennbare Gratstrukturen.
Im Gegensatz zum Primärgrat, der direkt beim Trennen entsteht, bildet sich Sekundärgrat durch ungleichmäßigen Materialabtrag und unkontrollierte Krafteinwirkung während der mechanischen Bearbeitung.
Diese Gratstrukturen führen zu ungleichmäßigen Kantenbedingungen und können die Weiterverarbeitung erheblich beeinträchtigen. Insbesondere bei Beschichtungsprozessen oder präzisen Montageanforderungen führen verbleibende Sekundärgrate zu Haftungsproblemen, Maßabweichungen und Prozessinstabilität.
Das gezielte Entfernen von Sekundärgrat ist daher eine zentrale Voraussetzung für einen definierten Bauteilzustand und stabile, reproduzierbare Folgeprozesse.
Entgraten und Kantenverrunden von Blechteilen
Nach dem Vorschleifen verbleiben feine Gratstrukturen entlang der Bauteilkante, die als Sekundärgrat bezeichnet werden. Diese entstehen durch plastische Verformung und ungleichmäßigen Materialabtrag und führen zu instabilen Kantenbedingungen.
Im Prozessschritt des Entgratens wird dieser Sekundärgrat gezielt entfernt, um eine saubere und gleichmäßige Kantenbasis zu schaffen. Ziel ist es, scharfe Kanten und Materialüberstände zu beseitigen und definierte Voraussetzungen für die weitere Kantenbearbeitung herzustellen.
Anschließend erfolgt das Kantenverrunden. Dabei wird ein gleichmäßiger, radiusähnlicher Übergang zwischen Fläche und Kante erzeugt. Dieser Übergang reduziert Spannungsspitzen, verbessert die Beschichtungsaufnahme und sorgt für stabile funktionale Eigenschaften der Bauteilkante.
Das Ergebnis ist ein definierter Bauteilzustand mit reproduzierbaren Kanten- und Oberflächeneigenschaften, der eine gleichmäßige Weiterverarbeitung und stabile Folgeprozesse ermöglicht.
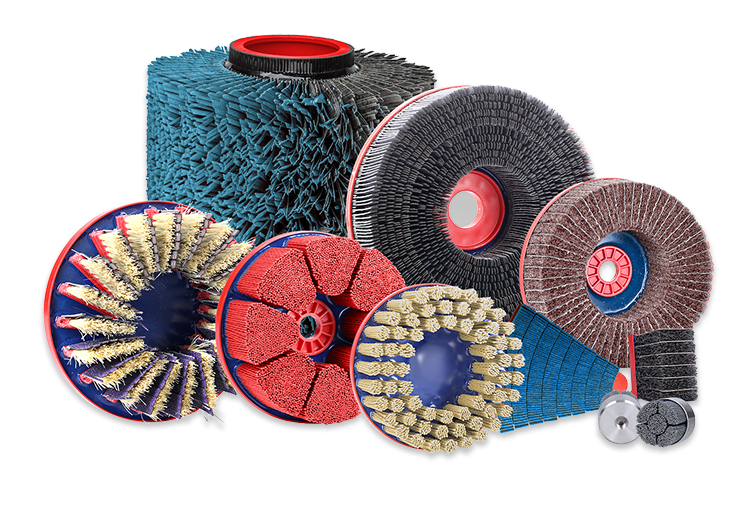
Werkzeuge für Entgraten und Kantenverrunden
Die Werkzeugauswahl im Prozessschritt Entgraten und Kantenverrunden richtet sich nach Werkstoff, Bauteilgeometrie und gewünschtem Kantenzustand. Ziel ist ein kontrollierter Materialabtrag, der Sekundärgrat zuverlässig entfernt und einen gleichmäßigen Übergang zwischen Fläche und Kante erzeugt.
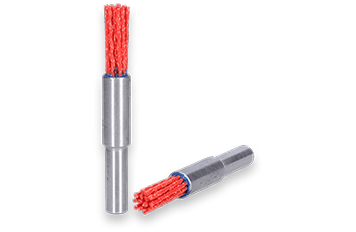
Im Prozessschritt des Entgratens werden Ontbraamblokken eingesetzt, um Sekundärgrat gezielt zu entfernen und scharfe Kanten zu entschärfen. Sie ermöglichen einen kontrollierten Werkzeugeingriff und schaffen eine gleichmäßige Ausgangsbasis für das anschließende Kantenverrunden.
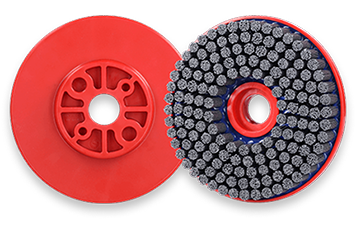
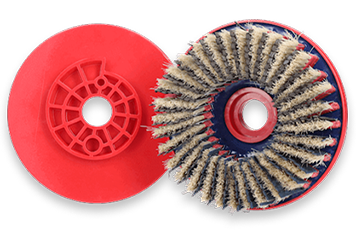
Ontbraamschijf werden eingesetzt, um Kantenbereiche flächig und gleichmäßig zu bearbeiten. Sie tragen dazu bei, verbleibende Gratstrukturen zu entfernen und die Kante für einen definierten Übergang vorzubereiten.
Im Prozessschritt des Kantenverrundens kommen Ontbraamrollen zum Einsatz, um einen gleichmäßigen, radiusähnlichen Übergang zwischen Fläche und Kante zu erzeugen. Durch den gleichmäßigen Kontakt entsteht eine reproduzierbare Kantengeometrie.
Das Ergebnis ist ein definierter Bauteilzustand mit gleichmäßig bearbeiteten Kanten, reduzierten Gratstrukturen und stabilen Voraussetzungen für nachfolgende Prozesse wie Beschichten oder Montieren.






Sekundärgrat gezielt entfernen beim Entgraten
Beim Entgraten wird der durch plastische Verformung entstandene Sekundärgrat entfernt. Diese Gratstrukturen führen zu ungleichmäßigen Kantenbedingungen und beeinträchtigen die Funktion der Bauteilkante.
Bleibt Sekundärgrat bestehen, entstehen Materialüberstände, die Beschichtungsfehler, Passungsprobleme und instabile Folgeprozesse verursachen. Entscheidend ist daher ein kontrollierter Materialabtrag, der Grat vollständig entfernt, ohne die Bauteilgeometrie zu verändern.
Kantenverrunden für funktionale Bauteilkanten
Nach dem Entgraten wird die Kante gezielt verrundet. Dabei entsteht ein gleichmäßiger, radiusähnlicher Übergang zwischen Fläche und Kante, der die Bauteilfunktion maßgeblich beeinflusst.
Ohne Verrundung entstehen Spannungsspitzen und ungleichmäßige Schichtdicken bei Beschichtungen. Ein definierter Übergang sorgt hingegen für stabile Haftung, gleichmäßige Beschichtungsaufnahme und verbesserte Handhabung.
Einfluss auf Beschichtung, Montage und Folgeprozesse
Unzureichend entgratete oder nicht verrundete Kanten führen zu Beschichtungsfehlern, ungleichmäßiger Schichtdickenverteilung und reduzierter Haftung von Beschichtungssystemen.
Ein definierter Bauteilzustand mit gleichmäßig bearbeiteten Kanten ermöglicht stabile Montagebedingungen, reduziert Nacharbeit und sorgt für reproduzierbare Ergebnisse in der Serienfertigung.
Entgraten und Kantenverrunden als Grundlage stabiler Prozesse
Entgraten und Kantenverrunden entscheiden über die Qualität der Bauteilkante. Nur wenn Sekundärgrat vollständig entfernt und die Kante definiert verrundet wird, entsteht ein reproduzierbarer Bauteilzustand.
Dieser ist die Voraussetzung für gleichmäßige Beschichtungsaufnahme, stabile Montage und prozesssichere Serienfertigung.
Mehr zur gesamten Prozesskette: Rand- en oppervlakteafwerking in één oogopslag
HET SUCCES VAN ONZE KLANTEN
VERWERKINGSTIJD BESPAREN
Door onze gereedschappen aan te passen aan de individuele behoeften van onze klanten, worden de procestijden aanzienlijk verkort. Eén klanttoepassing laat zien dat er tot wel 80 bewerkingsstappen bespaard kunnen worden tijdens het ontbramen.
MAXIMALISATIE VAN RANDAFRONDING
De nieuwste generatie ontbraamschijven maximaliseert het schuuroppervlak dankzij de innovatieve opstelling en de sleufstructuur van de schuurlamellen, verhoogt de materiaalafvoer aan de rand van het plaatmetaal en verbetert de prestaties van uw ontbraammachine aanzienlijk.
PROCESOPTIMALISATIE
Onze klanten profiteren van onze uitgebreide advies- en applicatie-ervaring. Deze expertise garandeert maximale concurrentiekracht door hoogwaardige processen in elke productieomgeving.
Ontbramen & afronden met gereedschap van Boeck
Stai visualizzando een inhoud segnaposto daar YouTube. For accedere al content effettivo, clicca sul pulsante sottostante. The notaries are prepared in such a way that they agree with the provider of the third part.
Meer informatieOnze gereedschappen zijn compatibel met gangbare machinefabrikanten.
UW CONTACTPERSONEN

MARC BÖCK

