TECHNOLOGIE
Le processus de production ne peut être optimal seulement avec un outillage parfait. Et justement, pour réaliser cet objectif, boeck innove sans cesse de nouvelles solutions d’outillage.
01
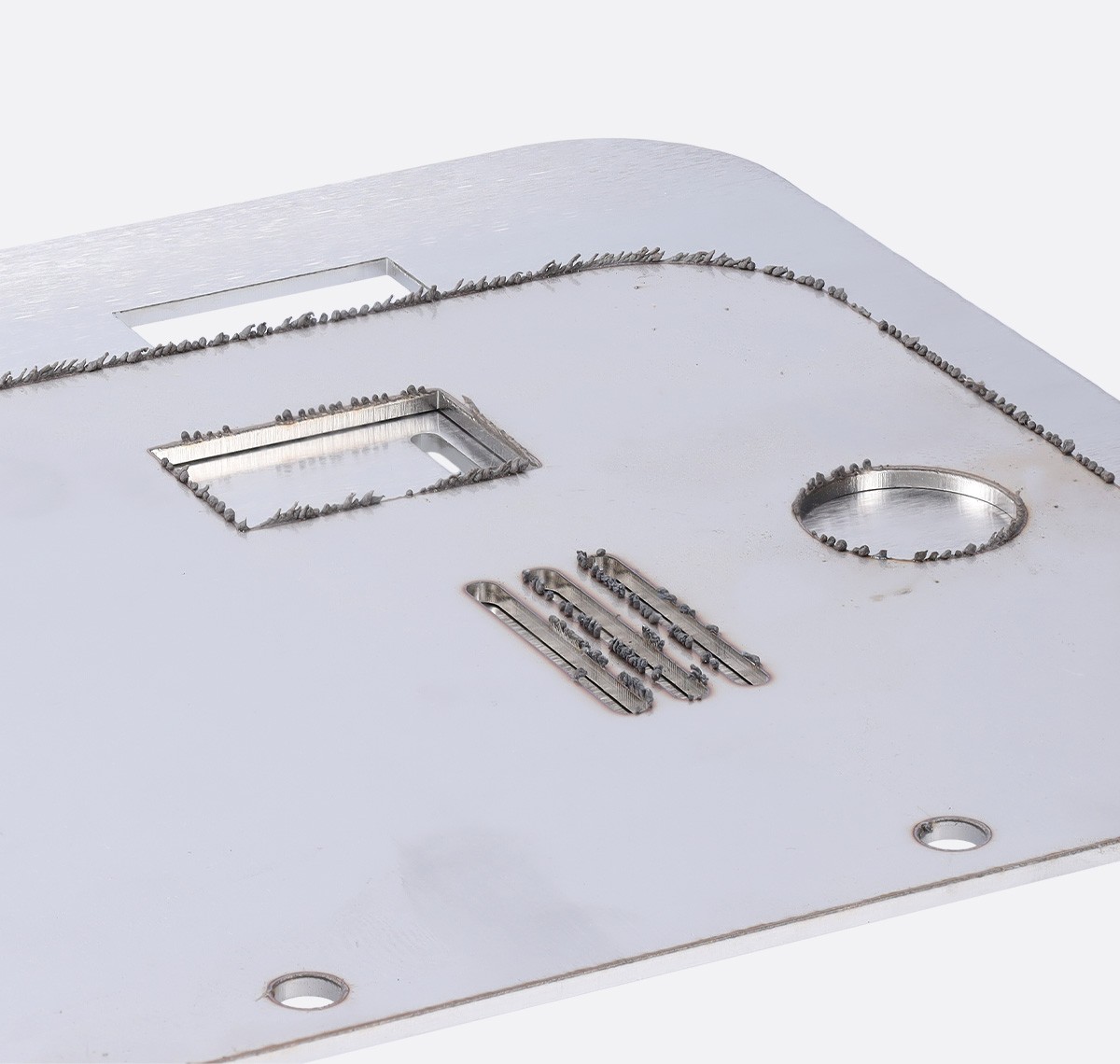
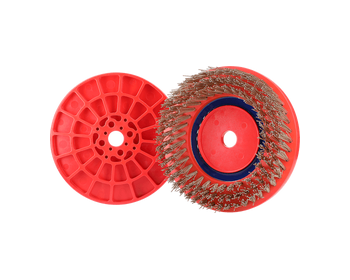
ÉLIMINATION DES SCORIES


Durant la coupe au plasma ou au gaz, il est fréquent que du laitier (métal fondu durcit) apparaisse avec la fonte du métal lorsque le faisceau sort de l’autre côté de la pièce. Ce prétendu laitier se trouve sur les contours internes et externes de la pièce et doit être enlevé pour des raisons d’économies lors de l’usinage.
Les méthodes manuelles courantes de suppression du laitier incluent l’utilisation d’un marteau et d’un burin, ou d’utiliser une meuleuse d’angle. D’un point de vue mécanique, l’accumulation de l’excédent de matière peut être supprimée par ponçage avec un léger contact cylindrique. Une autre méthode industrielle signe l’arrêt du ponçage manuel pour laisser place à la brosse à laitier conçue à partir de multiples tiges de métal flexibles.
Sur notre site Web, dans la section connaissances et actualités, nous partageons des informations supplémentaires pour améliorer vos processus.




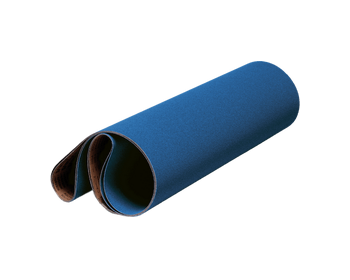
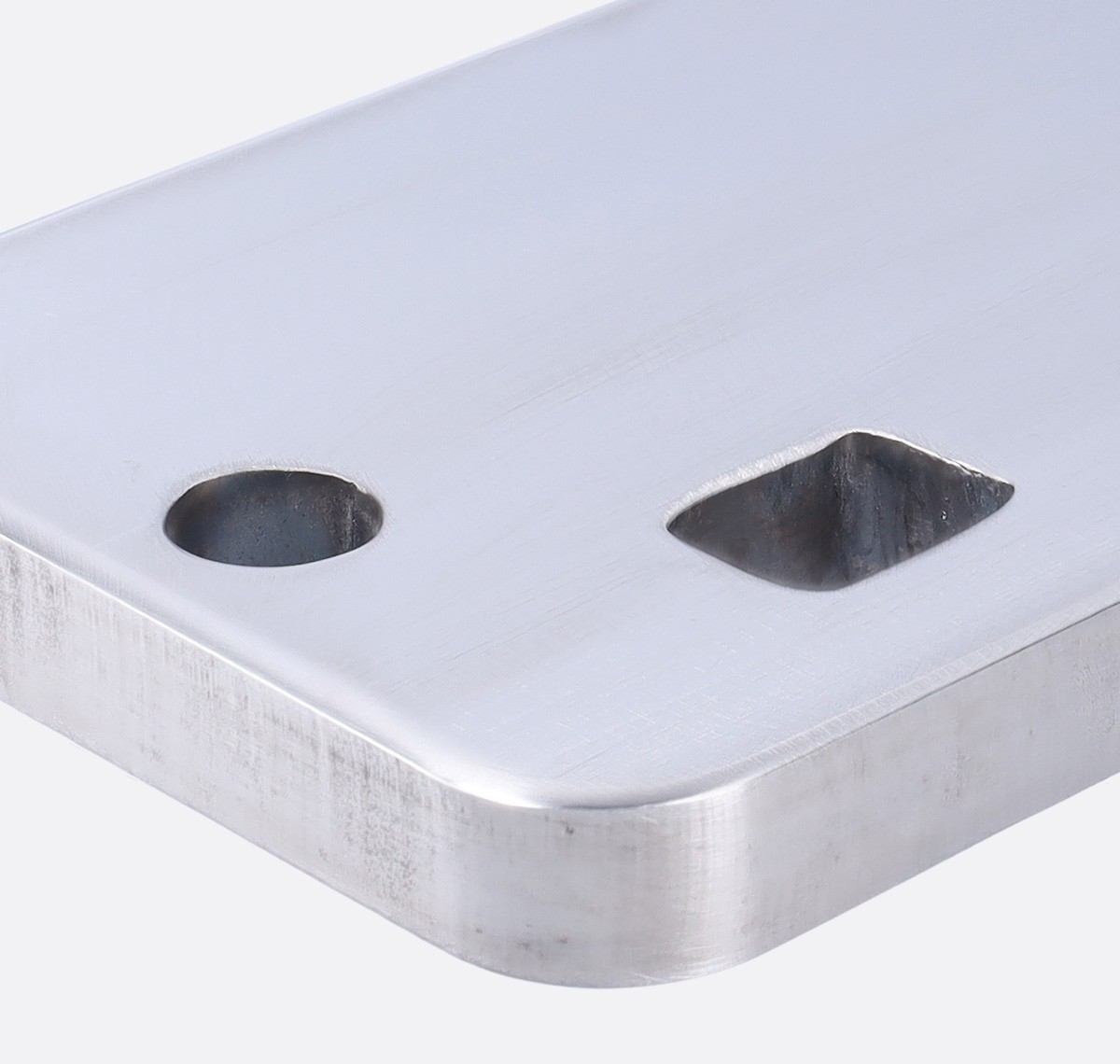
02 PRÉ-MEULAGE &
ÉBAVURAGE
Il est souvent difficile d’éviter la formation de bavures ou de poinçons lors de la découpe de la tôle au laser, au gaz ou au plasma. Est nommée bavure primaire, la formation de matière sur les bords de la pièce coupée modifiant l‘aspect original des bords et de la surface de la pièce travaillée. Autres divergences par rapport à l’état souhaité, des éclaboussures, des irrégularités ou du tartre sur la surface de la pièce causée par la découpe au laser. Les sous-produits de la suppression des bavures primaires sont nommées bavures secondaires. Cette dispersion de matière sur la surface et la silhouette de la pièce est dû à une insuffisance d’élimination et une refonte simultanée des résidus de matière.
Bavures primaires, éclaboussures, irrégularités et/ou couches de tartre, sont normalement gommées par ponçage. Quand l’on supprime les bavures primaires, l’objectif est de minimiser la formation de bavures secondaires. Afin de supprimer ces caractéristiques indésirables de la tôle sans laisser de résidus, des éléments spéciaux sont requis pour les disques, courroies ou papiers à poncer.
Sur notre site Web, dans la section connaissances et actualités, nous partageons des informations supplémentaires pour améliorer vos processus.


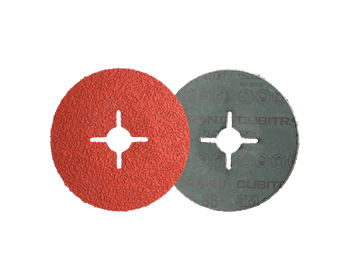

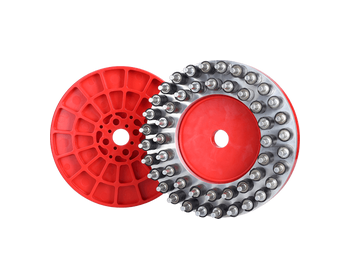
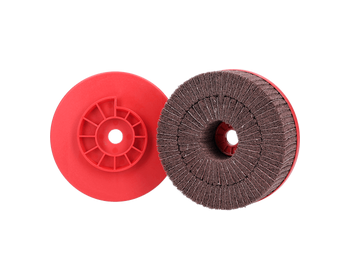
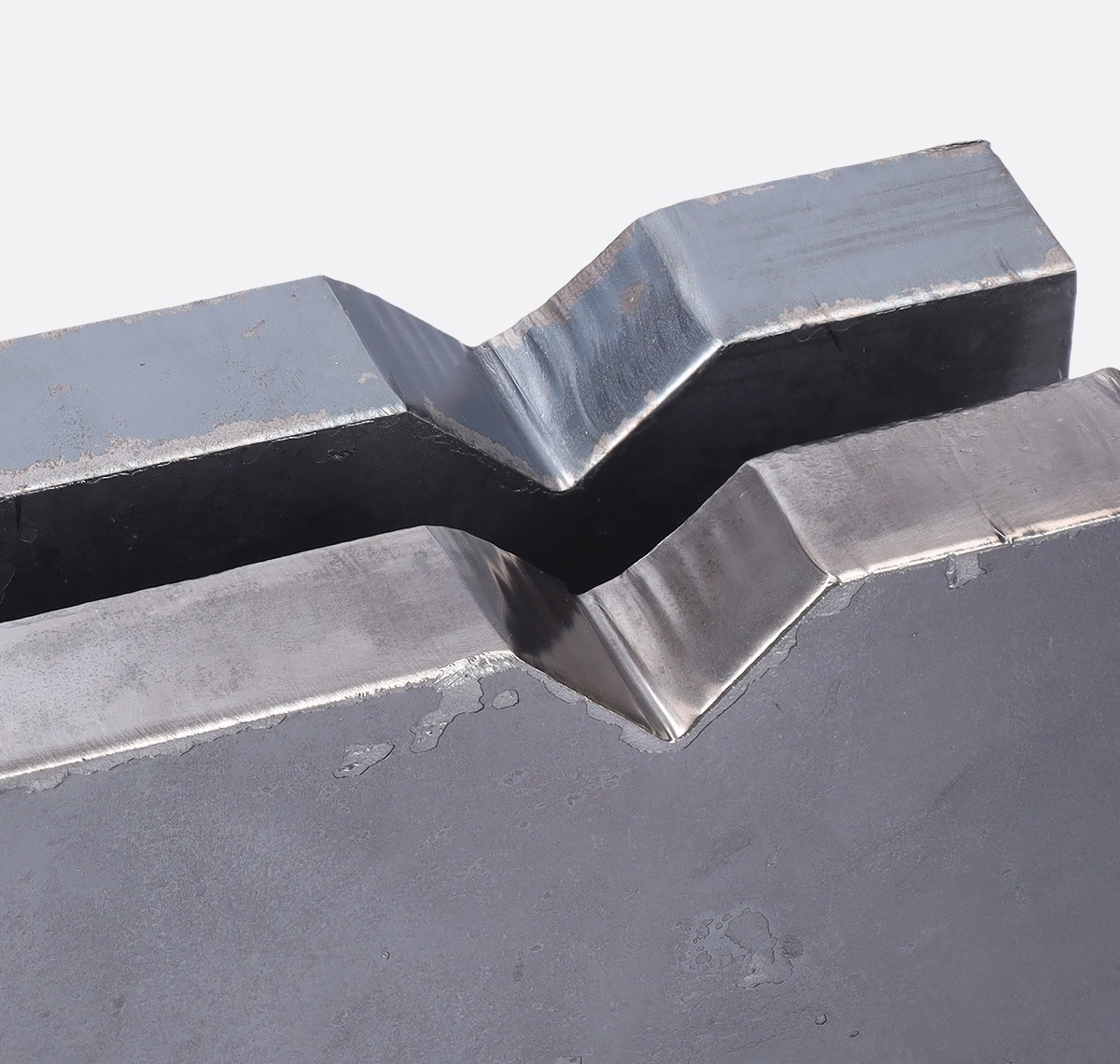
03 ÉBAVURAGE ET ARRONDIS

À ce stade du processus d’ébavurage, les bavures primaires et secondaires sont supprimées et les bords arrondis. Dans le but de poser les fondations des prochaines étapes du processus (couche de peinture en poudre, peinture liquide, galvanisation, anodisation, assamblage, etc..) et exclure tous risques de blessures causées par des bords coupants, les bavures primaires et secondaires sont alors combinées avec un arrondissement des angles. L’arrondi varie de quelques dixièmes de millimètre à un rayon de 2mm ou plus. Ces rayons sont maintenants réglementés, par exemple par la norme DIN EN 1090.
L’ébavurage et l’arrondi des angles est effectué par l’utilisation d’outils flexibles et abrasifs avec une forte adaptabilité aux contours internes et externes des rayons, percages et découpes. Les disques, rouleaux, blocs et brosses d’ébavurages correspondants sont utilisables autant sur des machines portatives que sur des machines de ponçage et d’ébavurage. Les machines mentionnées dernièrements ont par exemple un systême à tête planétaire ou des unitées oscillantes pour un traitement uniforme des bords.
Sur notre site Web, dans la section connaissances et actualités, nous partageons des informations supplémentaires pour améliorer vos processus.



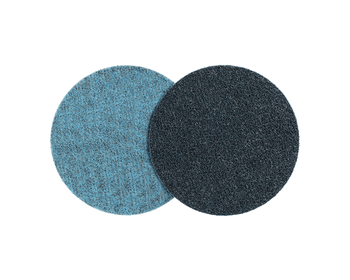
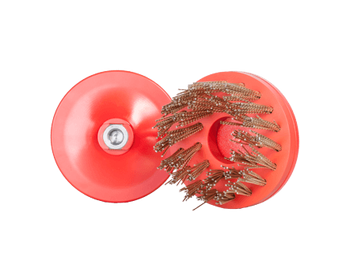
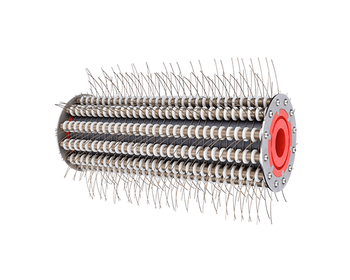
04 SUPPRESSION DE L'OXYDE

La découpe des pièces à l’oxygène provoque des couches d’oxyde sur les bords coupés. Ces „couches noires“ sont un risque pour les étapes suivantes et peuvent par exemple écailler le revêtement. C’est pour cette raison qu’il est important de supprimer les couches d’oxyde.
La suppression mécanique des couches d’oxyde est accomplie par ponçage ou brossage. Les deux options de traitement peuvent être utilisées dans les processus de traitement manuel. En terme de traitement mécanique, les brosses à oxyde sont le plus souvent utilisées, lesquels, grâce à un remplissage des fils spécialement développés par un arrangement innovant de multiples rangées, qui suivent avec flexibilité les contours de la pièce usinée et atteignent les surfaces de bords métalliques vierges.
Sur notre site Web, dans la section connaissances et actualités, nous partageons des informations supplémentaires pour améliorer vos processus.


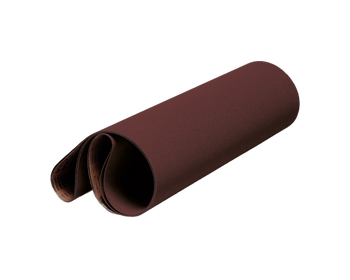
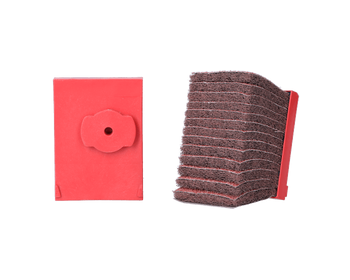
05 PONÇAGE DE FINITION

L’objectif de cette étape du processus est de poncer les rayures et créer une surface agréable à regarder. Différents types de ponçage spécifiques jusqu’à une finition brillance tel un miroir peuvent être obtenus sur les surface en tôle.
Durant la dernière étape du processus d’ébavurage, sont utilisés essentiellement des tissus abrasifs, agrippant, et outils de feutrage comme une courroie continue ou un rouleau. Avec les techniques manuelles, les résultats et leur reproductibilité dépendent énormément de l’opérateur. Pour les finitions mécaniques, les machines doivent être dotées des options de paramétrage appropriées.
Sur notre site Web, dans la section connaissances et actualités, nous partageons des informations supplémentaires pour améliorer vos processus.