Sbavatura della lamiera
La sbavatura della lamiera consiste nella rimozione controllata di bave primarie, irregolarità superficiali e accumuli locali di materiale sul bordo del pezzo. Questi elementi influenzano l'interazione dell'utensile nelle fasi di lavorazione successive e, senza una rimozione controllata del materiale, portano a condizioni di processo instabili, maggiore usura dell'utensile e qualità del bordo non uniforme.
Sbavatura della lamiera
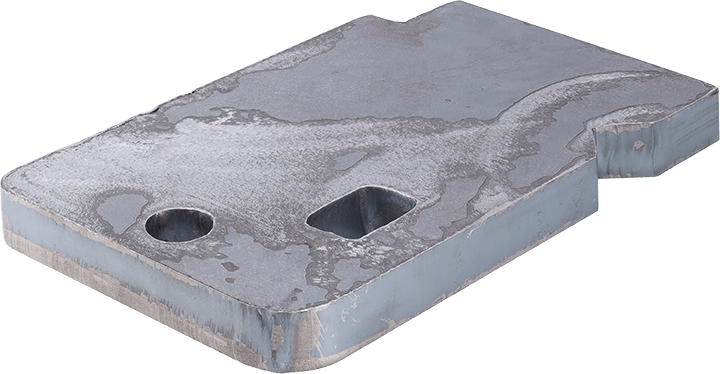
Il taglio termico e meccanico di lamiere metalliche provoca la formazione di bave primarie, irregolarità superficiali e accumuli localizzati di materiale sul bordo del pezzo. Questi fenomeni influenzano l'interazione dell'utensile nelle fasi di lavorazione successive e determinano condizioni di processo instabili, maggiore usura dell'utensile e qualità del bordo non uniforme.
La pre-rettifica è la fase preparatoria della sbavatura. Durante questo processo, le superfici vengono livellate e le bave primarie vengono ridotte in modo controllato per creare una condizione di partenza uniforme per le fasi successive della lavorazione. A seconda del materiale, dello spessore della lamiera e delle condizioni iniziali, vengono utilizzati diversi abrasivi e geometrie degli utensili.
Nella successiva fase di sbavatura, le sporgenze di materiale residue vengono trattate in modo specifico per creare un bordo geometricamente pulito e condizioni stabili per le fasi successive del processo.
Durante la pre-rettifica, il materiale può essere spostato plasticamente sul piano della superficie. Questo crea una bava secondaria che si trova vicino alla superficie. La lavorazione mirata e precisa del contorno di questa bava secondaria avviene nella successiva fase di sbavatura e arrotondamento dei bordi.
Uno stato iniziale riproducibile migliora la stabilità dei processi successivi, come l'arrotondamento dei bordi, la verniciatura o l'assemblaggio, e riduce le rilavorazioni e gli scarti.
Come si forma la bava primaria durante il taglio della lamiera?
Le bave primarie si formano direttamente durante il taglio termico o meccanico di lamiere. Ciò accade perché il materiale non viene completamente rimosso lungo una linea di taglio idealizzata durante il processo di taglio. L'entità delle bave primarie dipende dal metodo di taglio utilizzato, dai parametri di processo, dallo spessore della lamiera e dalle proprietà del materiale.
I processi di taglio meccanico, come la punzonatura o la tranciatura, creano bave primarie attraverso la deformazione plastica e la frattura localizzata del materiale. I processi di taglio termico, come il taglio laser, al plasma o ossiacetilenico, invece, provocano la fusione e la risolidificazione del materiale sul bordo di taglio.
Le bave create dal laser sono spesso strette e affusolate. Al contrario, il taglio al plasma e ossiacetilenico producono spesso sporgenze di materiale più pronunciate, simili a perline, oltre a ulteriori strati di ossido e scaglie.
La bava primaria sporge dal piano della superficie come una sporgenza geometrica di materiale e influisce sull'uniformità dell'impegno dell'utensile nelle successive fasi di lavorazione. Senza una riduzione controllata della bava primaria, si verificano condizioni di processo instabili, maggiore usura dell'utensile e qualità del tagliente non uniforme.
La pre-rettifica riduce queste sporgenze di materiale in modo controllato e crea una condizione di partenza uniforme per la successiva sbavatura e arrotondamento dei bordi.
La pre-rettifica come fase preparatoria del processo di sbavatura
La pre-rettifica serve a ridurre in modo controllato le bave primarie e a livellare le superfici e le zone dei bordi dopo il taglio. L'obiettivo è creare una condizione di partenza uniforme per le successive fasi di sbavatura e arrotondamento dei bordi.
In particolare nei processi di taglio termico, si verificano accumuli locali di materiale, aree con bordi fusi, schizzi o strutture superficiali irregolari. Questi fenomeni influenzano l'aderenza dell'utensile nelle fasi di lavorazione successive e portano a condizioni di processo instabili.
La rimozione controllata del materiale riduce queste irregolarità e garantisce una bava primaria uniforme. Ciò consente agli utensili successivi di aderire in modo più costante lungo il bordo del pezzo.
L'intensità della pre-rettifica dipende, tra le altre cose, dal materiale, dallo spessore della lamiera, dal processo di taglio e dalla gravità della bava primaria. Le bave sottili generate dal taglio laser richiedono strategie di lavorazione diverse rispetto alle sporgenze di materiale più pronunciate che si formano dopo il taglio al plasma o ossiacetilenico.
Durante la pre-rettifica, è possibile utilizzare nastri abrasivi in tessuto, dischi abrasivi con sistema a strappo o stelle abrasive per ottenere una rimozione uniforme del materiale e condizioni di lavorazione stabili.
Uno stato iniziale riproducibile riduce le variazioni di processo, migliora l'uniformità della lavorazione dei bordi e crea condizioni stabili per le successive operazioni di sbavatura e arrotondamento dei bordi.
Sbavatura della lamiera
Nel processo di sbavatura, le sporgenze di materiale residue sul bordo del pezzo vengono rimosse selettivamente per ottenere un bordo geometricamente pulito e riproducibile. L'obiettivo è rimuovere le bave primarie e creare condizioni stabili per le successive fasi di lavorazione.
Mentre la bava primaria si distingue come una netta sporgenza di materiale dalla superficie, durante la pre-rettifica è possibile che ulteriore materiale venga spostato plasticamente sulla superficie stessa. Questi spostamenti di materiale prossimi alla superficie sono definiti bave secondarie.
La lavorazione mirata e precisa del contorno di questa bava secondaria avviene nella fase di sbavatura e arrotondamento dei bordi. Un prerequisito fondamentale è una condizione iniziale uniforme derivante dalla pre-rettifica.
L'intensità del processo di sbavatura richiesto dipende, tra le altre cose, dal materiale, dallo spessore della lamiera, dal metodo di taglio e dalla gravità della bava primaria. Le bave sottili prodotte dal laser richiedono strategie di lavorazione diverse rispetto alle sporgenze di materiale più pronunciate dopo il taglio al plasma o ossiacetilenico.
Nella fase di sbavatura, dischi e rulli di sbavatura vengono utilizzati, tra l'altro, per rimuovere in modo controllato le sporgenze di materiale residue e per creare una finitura uniforme lungo il bordo del pezzo.
Un processo di sbavatura riproducibile migliora la stabilità delle fasi di lavorazione successive, riduce le rilavorazioni e crea le basi per un arrotondamento uniforme dei bordi, un'adesione stabile del rivestimento e una manipolazione sicura.
Perché è importante definire uno stato iniziale?
Le condizioni iniziali del bordo e della superficie influenzano direttamente la stabilità delle successive fasi di lavorazione. Sporgenze irregolari di materiale, variazioni locali nella zona del bordo o condizioni superficiali instabili causano un impegno fluttuante dell'utensile e aumentano l'usura degli utensili successivi.
La pre-rettifica e la sbavatura creano una condizione di partenza riproducibile in cui le bave primarie vengono ridotte in modo controllato e le superfici vengono livellate. Ciò si traduce in condizioni di lavorazione più uniformi lungo l'intero bordo del pezzo.
Uno stato iniziale stabile migliora la riproducibilità dei processi successivi, come l'arrotondamento dei bordi, la rimozione dell'ossido, la verniciatura o l'assemblaggio. Allo stesso tempo, si riducono le variazioni di processo, le rilavorazioni e gli scarti.
Soprattutto nei processi di lavorazione automatizzati, un impegno costante dell'utensile è fondamentale per ottenere risultati riproducibili e una durata stabile dell'utensile stesso.
La rimozione controllata del materiale non solo crea un bordo del pezzo privo di bave, ma garantisce anche condizioni stabili per processi successivi riproducibili e proprietà costanti del componente.
Utensili per la sbavatura della lamiera
La scelta degli utensili per la sbavatura dipende dal processo di taglio, dalla gravità della bava primaria, dallo spessore della lamiera e dalle condizioni iniziali desiderate. Diverse geometrie degli utensili e diversi abrasivi producono caratteristiche di asportazione del materiale e intensità di lavorazione differenti.
Nel processo di macinazione preparatoria, nastri abrasivi Utilizzato per livellare le superfici e ridurre le bave primarie in modo controllato. La rimozione uniforme del materiale crea condizioni stabili per le successive fasi di lavorazione.
Dischi abrasivi Consentono una lavorazione flessibile delle sporgenze locali del materiale e sono particolarmente adatti per contorni variabili o aree di lavorazione di piccole dimensioni.
Stelle macinanti Questi utensili vengono utilizzati per lavorare in modo uniforme contorni complessi e aree difficili da raggiungere del pezzo. La geometria flessibile dell'utensile consente un innesto stabile lungo diversi contorni.
La scelta dell'abrasivo, del design dell'utensile e dei parametri di processo influenza l'interazione dell'utensile con l'utensile stesso, la stabilità del processo e la riproducibilità dell'asportazione di materiale. È fondamentale sottolineare che non conta solo la velocità di asportazione, ma piuttosto la creazione di una condizione iniziale stabile e riproducibile per i processi successivi.






Cinghie abrasive per la pre-rettifica durante la sbavatura
Nella fase di pre-macinazione, nastri abrasivi Utilizzato per livellare le superfici e ridurre le bave primarie in modo controllato. L'obiettivo è un impegno uniforme dell'utensile che crei condizioni stabili per le successive fasi di lavorazione.
Le irregolarità, gli schizzi e le bave che si formano durante il taglio termico causano condizioni di contatto non uniformi tra l'utensile e il pezzo in lavorazione. Senza una pre-affilatura, ciò si traduce in un aumento delle sollecitazioni sull'utensile, processi di lavorazione instabili e una qualità del tagliente non uniforme.
Nella fase di pre-rettifica, si utilizzano nastri abrasivi in tessuto per ridurre specificamente queste irregolarità, livellare la superficie e creare una condizione di partenza definita per la successiva sbavatura.
Il risultato è una superficie lavorata in modo uniforme con bave primarie ridotte e condizioni stabili per una sbavatura e una lavorazione dei bordi riproducibili.

Abrasivi per la rimozione controllata del materiale durante la sbavatura
La scelta dell'abrasivo influenza la rimozione del materiale, l'impegno dell'utensile e la stabilità del processo durante la pre-rettifica e la sbavatura di componenti in lamiera.
A seconda del materiale, dello spessore della lamiera, del processo di taglio e della natura della bava primaria, si utilizzano diversi abrasivi e geometrie dei grani abrasivi. È fondamentale che il grano abrasivo, il materiale di supporto e il design dell'utensile siano adatti al processo specifico.
Una selezione inadeguata di abrasivi porta a una rimozione non uniforme del materiale, a un innesto instabile dell'utensile e a una maggiore usura dell'utensile stesso.
L'abrasivo appropriato favorisce una rimozione controllata del materiale e crea condizioni stabili per una sbavatura e una lavorazione dei bordi riproducibili.

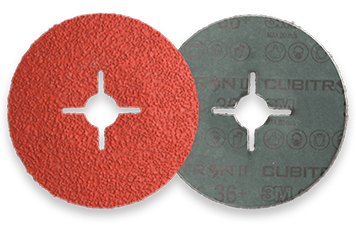
Dischi abrasivi per rilavorazioni localizzate durante la sbavatura
Dischi abrasivi Vengono utilizzati nella fase di pre-rettifica per ridurre le sporgenze locali del materiale e per rilavorare selettivamente le aree superficiali.
Dopo il taglio termico e la pre-rettifica iniziale, possono rimanere bave locali e irregolarità superficiali, che causano un impegno non uniforme dell'utensile nelle fasi di lavorazione successive.
In questa fase del processo, si utilizzano dischi abrasivi con sistema a strappo per controllare localmente la rimozione del materiale e per creare condizioni riproducibili per le successive operazioni di sbavatura e lavorazione dei bordi.
Il risultato è una superficie rielaborata in modo uniforme con una riduzione controllata delle bave primarie e condizioni di lavorazione stabili per i processi successivi.

Stelle abrasive per contorni, tubi e profili
Stelle macinanti Questi utensili vengono utilizzati nella fase di pre-rettifica quando è necessario lavorare aree, tubi o profili con contorni specifici. La loro struttura flessibile consente di adattarsi a diverse geometrie dei componenti.
Durante il taglio di tubi, profili e aree difficili da raggiungere, si formano spesso bave localizzate e irregolarità superficiali, che sono solo parzialmente accessibili con utensili piatti.
In questa fase del processo, le stelle abrasive vengono utilizzate per lavorare in modo uniforme le aree dipendenti dal contorno, per ridurre le bave primarie in modo controllato e per creare condizioni stabili per i successivi processi di sbavatura.
Il risultato sono contorni lavorati in modo uniforme con bave primarie ridotte e condizioni riproducibili per le successive operazioni di sbavatura e lavorazione dei bordi.
Pre-rettifica e sbavatura come base per processi successivi stabili
La pre-rettifica e la sbavatura creano le basi per condizioni di lavorazione riproducibili nella finitura dei bordi e delle superfici di componenti in lamiera. Solo una condizione iniziale uniforme consente un innesto stabile dell'utensile e risultati di lavorazione riproducibili.
La rimozione controllata del materiale riduce le bave primarie, le irregolarità superficiali e gli accumuli locali di materiale. Ciò crea condizioni uniformi per i successivi processi di lavorazione.
L'uso coordinato di abrasivi e utensili migliora la stabilità del processo e favorisce condizioni di lavorazione riproducibili nei processi produttivi manuali e automatizzati.
Il risultato è uno stato iniziale definito con una riduzione controllata della bava primaria, un impegno uniforme dell'utensile e condizioni stabili per i successivi processi di lavorazione.
Il successo dei nostri clienti
Personalizzare i nostri utensili per soddisfare le esigenze individuali dei clienti riduce significativamente i tempi di lavorazione. Un'applicazione presso un nostro cliente dimostra che è possibile risparmiare fino a 80 tempi di lavorazione durante la fase di sbavatura.
I dischi per sbavatura di ultima generazione massimizzano la superficie abrasiva grazie all'innovativa disposizione e alla struttura scanalata delle lamelle abrasive, aumentando la rimozione del materiale sul bordo della lamiera e migliorando significativamente le prestazioni della vostra sbavatrice.
I nostri clienti beneficiano della nostra vasta esperienza in materia di consulenza e applicazione. Questa competenza garantisce la massima competitività attraverso processi ad alte prestazioni in qualsiasi ambiente produttivo.
Pre-macinazione in azione
Al momento stai visualizzando contenuti segnaposto da YouTube. Per accedere al contenuto, clicca sul pulsante qui sotto. Tieni presente che ciò comporterà la condivisione dei dati con terze parti.
Ulteriori informazioniCompatibile con i principali produttori di macchine
Domande frequenti sulla sbavatura della lamiera
Risposte relative alla bava primaria, alla pre-rettifica, alla selezione degli utensili e ai successivi processi stabili.
La sbavatura della lamiera consiste nella rimozione mirata del materiale in eccesso dai bordi tagliati e punzonati. L'obiettivo è ottenere uno stato iniziale definito con una riduzione controllata delle bave primarie e condizioni stabili per i processi successivi.
La pre-affilatura riduce le bave primarie, gli schizzi e le irregolarità superficiali. Ciò si traduce in un impegno uniforme dell'utensile per le successive operazioni di sbavatura e finitura dei bordi.
Le bave primarie si formano direttamente durante il taglio termico o meccanico di pezzi di lamiera. Si presentano come materiale in eccesso sul bordo di taglio e vengono ridotte in modo controllato durante la pre-rettifica.
Durante la levigatura preparatoria, si utilizzano nastri abrasivi in tessuto, dischi abrasivi con sistema a strappo e stelle abrasive per ridurre le bave primarie, livellare le superfici e preparare le aree che dipendono dal profilo.
No. La pre-rettifica è la fase preparatoria in cui vengono ridotte le bave primarie e le irregolarità superficiali. La sbavatura descrive la rimozione mirata delle bave residue all'interno della successiva catena di processi.
Sì. Durante la pre-rettifica, il materiale può essere spostato plasticamente sul piano della superficie. La lavorazione di precisione di questa bava secondaria viene eseguita nella successiva fase di sbavatura e arrotondamento dei bordi.
Senza una pre-affilatura, gli utensili successivi incontrano superfici irregolari, bave primarie e accumuli locali di materiale. Ciò si traduce in condizioni di contatto instabili, maggiore usura dell'utensile e risultati di lavorazione incoerenti.
Uno stato iniziale definito garantisce un impegno costante dell'utensile, una rimozione controllata del materiale e condizioni di lavorazione riproducibili. Ciò rende più stabili i processi successivi, come l'arrotondamento dei bordi, la verniciatura e l'assemblaggio.
I vostri referenti

Marc Böck


Anja Berscheit