Blech entgraten
Beim Blech entgraten werden Primärgrate, Oberflächenunregelmäßigkeiten und lokale Materialanhäufungen an der Werkstückkante kontrolliert bearbeitet. Diese beeinflussen den Werkzeugeingriff in nachfolgenden Bearbeitungsschritten und führen ohne abgestimmten Materialabtrag zu instabilen Prozessbedingungen, erhöhtem Werkzeugverschleiß und schwankender Kantenqualität.
Blech entgraten
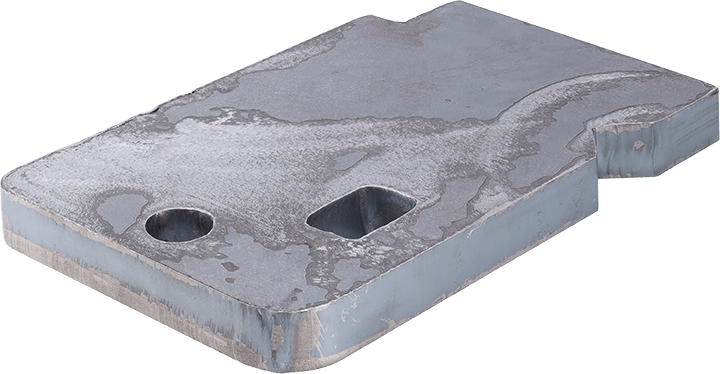
Beim thermischen und mechanischen Trennen von Blechteilen entstehen Primärgrate, Oberflächenunregelmäßigkeiten und lokale Materialanhäufungen an der Werkstückkante. Diese beeinflussen den Werkzeugeingriff in nachfolgenden Bearbeitungsschritten und führen zu instabilen Prozessbedingungen, erhöhtem Werkzeugverschleiß und schwankender Kantenqualität.
Das Vorschleifen bildet den vorbereitenden Prozessschritt beim Entgraten. Dabei werden Oberflächen egalisiert und Primärgrate kontrolliert reduziert, um einen gleichmäßigen Ausgangszustand für die weitere Bearbeitung zu schaffen. Abhängig von Werkstoff, Blechdicke und Ausgangszustand kommen unterschiedliche Schleifmittel und Werkzeuggeometrien zum Einsatz.
Im anschließenden Prozessschritt des Entgratens werden verbleibende Materialüberstände gezielt bearbeitet, um eine geometrisch saubere Kante und stabile Voraussetzungen für nachfolgende Prozessschritte zu erzeugen.
Beim Vorschleifen kann Material plastisch in die Oberflächenebene verlagert werden. Dadurch entsteht ein flächennah anliegender Sekundärgrat. Die gezielte konturtreue Bearbeitung dieses Sekundärgrats erfolgt im nachfolgenden Prozessschritt des Entgratens und Kantenverrundens.
Ein reproduzierbarer Ausgangszustand verbessert die Stabilität nachfolgender Prozesse wie Kantenverrunden, Beschichten oder Montieren und reduziert Nacharbeit sowie Ausschuss.
Wie entsteht Primärgrat beim Trennen von Blech?
Primärgrat entsteht unmittelbar beim thermischen oder mechanischen Trennen von Blechteilen. Ursache ist, dass Werkstoff beim Trennprozess nicht vollständig entlang einer idealisierten Trennlinie abgetrennt wird. Die Ausprägung des Primärgrats hängt vom eingesetzten Trennverfahren, den Prozessparametern, der Blechdicke und den Werkstoffeigenschaften ab.
Mechanische Trennverfahren wie Stanzen oder Scherschneiden erzeugen Primärgrate durch plastische Verformung und lokalen Materialbruch. Thermische Trennverfahren wie Laser-, Plasma- oder Autogenschneiden führen dagegen zu aufgeschmolzenem und wieder erstarrtem Werkstoff an der Schnittkante.
Lasergrate sind häufig schmal und spitzzulaufend ausgeprägt. Beim Plasma- und Autogenschneiden entstehen dagegen oftmals stärker ausgeprägte, wulstförmige Materialüberstände sowie zusätzliche Oxid- und Zunderschichten.
Der Primärgrat steht als geometrischer Materialüberstand aus der Oberflächenebene hervor und beeinflusst die Gleichmäßigkeit des Werkzeugeingriffs in nachfolgenden Bearbeitungsschritten. Ohne kontrollierte Reduzierung des Primärgrats entstehen instabile Prozessbedingungen, erhöhter Werkzeugverschleiß und schwankende Kantenqualitäten.
Das Vorschleifen reduziert diese Materialüberstände kontrolliert und schafft einen gleichmäßigen Ausgangszustand für das anschließende Entgraten und Kantenverrunden.
Vorschleifen als vorbereitender Prozessschritt beim Entgraten
Das Vorschleifen dient der kontrollierten Reduzierung von Primärgraten sowie der Egalisierung von Oberflächen und Randzonen nach dem Trennen. Ziel ist die Herstellung eines gleichmäßigen Ausgangszustands für die nachfolgenden Prozessschritte des Entgratens und Kantenverrundens.
Insbesondere bei thermischen Trennverfahren entstehen lokale Materialanhäufungen, aufgeschmolzene Randbereiche, Spritzer oder ungleichmäßige Oberflächenstrukturen. Diese beeinflussen den Werkzeugeingriff in den nachfolgenden Bearbeitungsschritten und führen zu instabilen Prozessbedingungen.
Durch kontrollierten Materialabtrag werden diese Unregelmäßigkeiten reduziert und der Primärgrat gleichmäßig bearbeitet. Dadurch greifen nachfolgende Werkzeuge reproduzierbarer entlang der Werkstückkante ein.
Die Intensität des Vorschleifens hängt unter anderem von Werkstoff, Blechdicke, Trennverfahren und der Ausprägung des Primärgrats ab. Dünne Lasergrate erfordern andere Bearbeitungsstrategien als stark ausgeprägte Materialüberstände nach Plasma- oder Autogenschneiden.
Beim Vorschleifen können Schleifgewebebänder, Schleifklettscheiben oder Schleifsterne eingesetzt werden, um einen gleichmäßigen Materialabtrag und stabile Bearbeitungsbedingungen zu erzeugen.
Ein reproduzierbarer Ausgangszustand reduziert Prozessschwankungen, verbessert die Gleichmäßigkeit der Kantenbearbeitung und schafft stabile Voraussetzungen für das anschließende Entgraten und Kantenverrunden.
Entgraten von Blech
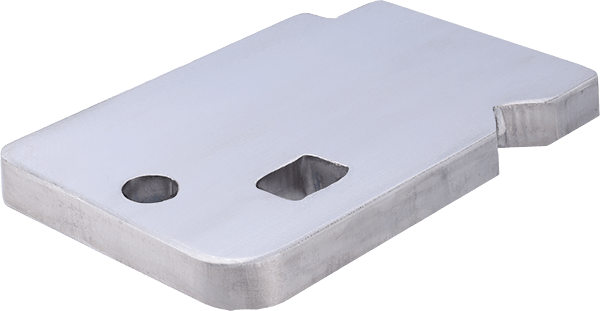
Im Prozessschritt des Entgratens werden verbleibende Materialüberstände an der Werkstückkante gezielt bearbeitet, um eine geometrisch saubere und reproduzierbare Kante herzustellen. Ziel ist die Entfernung von Primärgraten sowie die Herstellung stabiler Voraussetzungen für nachfolgende Bearbeitungsschritte.
Während der Primärgrat als klarer Materialüberstand aus der Oberflächenebene hervorsteht, kann beim Vorschleifen zusätzlich Material plastisch in die Oberflächenebene verlagert werden. Diese flächennahen Materialverlagerungen werden als Sekundärgrat bezeichnet.
Die gezielte konturtreue Bearbeitung dieses Sekundärgrats erfolgt im Prozessschritt des Entgratens und Kantenverrundens. Voraussetzung dafür ist ein gleichmäßiger Ausgangszustand aus dem Vorschleifen.
Die Bearbeitungsintensität beim Entgraten hängt unter anderem von Werkstoff, Blechdicke, Trennverfahren und der Ausprägung des Primärgrats ab. Dünne Lasergrate erfordern andere Bearbeitungsstrategien als stark ausgeprägte Materialüberstände nach Plasma- oder Autogenschneiden.
Im Prozessschritt des Entgratens werden unter anderem Entgratteller und Entgratwalzen eingesetzt, um verbleibende Materialüberstände kontrolliert abzutragen und eine gleichmäßige Bearbeitung entlang der Werkstückkante zu erzeugen.
Ein reproduzierbarer Entgratprozess verbessert die Stabilität nachfolgender Bearbeitungsschritte, reduziert Nacharbeit und schafft die Grundlage für gleichmäßige Kantenverrundung, stabile Beschichtungsaufnahme und sichere Handhabung.
Warum ist ein definierter Ausgangszustand wichtig?
Der Ausgangszustand von Kante und Oberfläche beeinflusst unmittelbar die Stabilität nachfolgender Bearbeitungsschritte. Ungleichmäßige Materialüberstände, lokale Randzonenveränderungen oder instabile Oberflächenbedingungen führen zu schwankendem Werkzeugeingriff und erhöhen den Verschleiß nachfolgender Werkzeuge.
Durch Vorschleifen und Entgraten wird ein reproduzierbarer Ausgangszustand geschaffen, bei dem Primärgrate kontrolliert reduziert und Oberflächen egalisiert werden. Dadurch entstehen gleichmäßigere Bearbeitungsbedingungen entlang der gesamten Werkstückkante.
Ein stabiler Ausgangszustand verbessert die Reproduzierbarkeit nachfolgender Prozesse wie Kantenverrunden, Oxidentfernung, Beschichten oder Montieren. Gleichzeitig werden Prozessschwankungen, Nacharbeit und Ausschuss reduziert.
Insbesondere bei automatisierten Bearbeitungsprozessen ist ein gleichmäßiger Werkzeugeingriff entscheidend, um reproduzierbare Ergebnisse und stabile Standzeiten der eingesetzten Werkzeuge zu erreichen.
Ein kontrollierter Materialabtrag schafft damit nicht nur eine gratfreie Werkstückkante, sondern stabile Voraussetzungen für reproduzierbare Folgeprozesse und gleichbleibende Bauteileigenschaften.
Werkzeuge für das Entgraten von Blech
Die Auswahl der Werkzeuge beim Entgraten hängt vom Trennverfahren, der Ausprägung des Primärgrats, der Blechdicke sowie dem gewünschten Ausgangszustand ab. Unterschiedliche Werkzeuggeometrien und Schleifmittel erzeugen dabei unterschiedliche Abtragscharakteristiken und Bearbeitungsintensitäten.
Im vorbereitenden Vorschleifen werden Abrasive belts eingesetzt, um Oberflächen zu egalisieren und Primärgrate kontrolliert zu reduzieren. Durch den gleichmäßigen Materialabtrag entstehen stabile Voraussetzungen für nachfolgende Bearbeitungsschritte.
Sanding discs ermöglichen eine flexible Bearbeitung lokaler Materialüberstände und eignen sich insbesondere für wechselnde Konturen oder kleinere Bearbeitungsbereiche.
Grinding stars werden eingesetzt, um komplexe Konturen und schwer zugängliche Werkstückbereiche gleichmäßig zu bearbeiten. Durch die flexible Werkzeuggeometrie kann der Werkzeugeingriff entlang unterschiedlicher Konturen stabilisiert werden.
Die Auswahl von Schleifmittel, Werkzeugaufbau und Prozessparametern beeinflusst den Werkzeugeingriff, die Prozessstabilität sowie die Reproduzierbarkeit des Materialabtrags. Entscheidend ist dabei nicht ausschließlich die Abtragsleistung, sondern die Herstellung eines stabilen und reproduzierbaren Ausgangszustands für nachfolgende Prozesse.






Schleifbänder für das Vorschleifen beim Entgraten
Im Prozessschritt des Vorschleifens werden Abrasive belts eingesetzt, um Oberflächen zu egalisieren und Primärgrate kontrolliert zu reduzieren. Ziel ist ein gleichmäßiger Werkzeugeingriff, der stabile Bedingungen für nachfolgende Bearbeitungsschritte schafft.
Beim thermischen Trennen entstehende Unebenheiten, Spritzer und Gratstrukturen führen zu ungleichmäßigen Kontaktbedingungen zwischen Werkzeug und Bauteil. Ohne Vorschleifen entstehen erhöhte Werkzeugbelastungen, instabile Bearbeitungsprozesse und schwankende Kantenqualitäten.
Im Vorschleifen werden Schleifgewebebänder eingesetzt, um diese Unregelmäßigkeiten gezielt zu reduzieren, die Oberfläche zu egalisieren und einen definierten Ausgangszustand für das anschließende Entgraten zu erzeugen.
Das Ergebnis ist eine gleichmäßig bearbeitete Oberfläche mit reduziertem Primärgrat und stabilen Voraussetzungen für reproduzierbare Entgrat- und Kantenbearbeitungsprozesse.

Schleifmittel für kontrollierten Materialabtrag beim Entgraten
Die Auswahl des Schleifmittels beeinflusst den Materialabtrag, den Werkzeugeingriff sowie die Prozessstabilität beim Vorschleifen und Entgraten von Blechteilen.
Je nach Werkstoff, Blechdicke, Trennverfahren und Ausprägung des Primärgrats kommen unterschiedliche Schleifmittel und Schleifkorngeometrien zum Einsatz. Entscheidend ist, dass Schleifkorn, Trägermaterial und Werkzeugausführung auf den jeweiligen Prozess abgestimmt sind.
Eine nicht abgestimmte Schleifmittelauswahl führt zu ungleichmäßigem Materialabtrag, instabilem Werkzeugeingriff und erhöhtem Werkzeugverschleiß.
Das passende Schleifmittel unterstützt einen kontrollierten Materialabtrag und schafft stabile Voraussetzungen für reproduzierbare Entgrat- und Kantenbearbeitungsprozesse.

Schleifklettscheiben für lokale Nachbearbeitung beim Entgraten
Sanding discs werden im Prozessschritt des Vorschleifens eingesetzt, um lokale Materialüberstände zu reduzieren und Oberflächenbereiche gezielt nachzuarbeiten.
Nach dem thermischen Trennen und dem ersten Vorschleifen können lokale Gratstrukturen und Oberflächenunregelmäßigkeiten bestehen bleiben, die zu ungleichmäßigem Werkzeugeingriff in nachfolgenden Bearbeitungsschritten führen.
Im Prozessschritt werden Schleifklettscheiben eingesetzt, um den Materialabtrag lokal zu steuern und reproduzierbare Voraussetzungen für nachfolgende Entgrat- und Kantenbearbeitungsprozesse zu schaffen.
Das Ergebnis ist eine gleichmäßig nachbearbeitete Oberfläche mit kontrolliert reduziertem Primärgrat und stabilen Bearbeitungsbedingungen für nachfolgende Prozesse.

Grinding stars for contours, pipes and profiles
Grinding stars werden im Prozessschritt Vorschleifen eingesetzt, wenn konturabhängige Bereiche, Rohre oder Profile bearbeitet werden müssen. Durch ihre flexible Werkzeugstruktur passen sie sich unterschiedlichen Bauteilgeometrien an.
When cutting pipes, profiles and hard-to-reach areas, local burr structures and surface irregularities often occur, which are only partially accessible with flat tools.
Im Prozessschritt werden Schleifsterne eingesetzt, um konturabhängige Bereiche gleichmäßig zu bearbeiten, Primärgrate kontrolliert zu reduzieren und stabile Voraussetzungen für nachfolgende Entgratprozesse zu schaffen.
Das Ergebnis sind gleichmäßig bearbeitete Konturen mit reduziertem Primärgrat und reproduzierbaren Voraussetzungen für nachfolgende Entgrat- und Kantenbearbeitungsprozesse.
Vorschleifen und Entgraten als Grundlage stabiler Folgeprozesse
Vorschleifen und Entgraten schaffen die Grundlage für reproduzierbare Bearbeitungsbedingungen in der Kanten- und Oberflächenbearbeitung von Blechteilen. Nur ein gleichmäßiger Ausgangszustand ermöglicht einen stabilen Werkzeugeingriff und reproduzierbare Bearbeitungsergebnisse.
Durch kontrollierten Materialabtrag werden Primärgrate, Oberflächenunregelmäßigkeiten und lokale Materialanhäufungen reduziert. Dadurch entstehen gleichmäßige Voraussetzungen für nachfolgende Bearbeitungsprozesse.
Ein abgestimmter Einsatz von Schleifmitteln und Werkzeugen verbessert die Prozessstabilität und unterstützt reproduzierbare Bearbeitungsbedingungen in manuellen und automatisierten Fertigungsabläufen.
Das Ergebnis ist ein definierter Ausgangszustand mit kontrolliert reduziertem Primärgrat, gleichmäßigem Werkzeugeingriff und stabilen Voraussetzungen für nachfolgende Bearbeitungsprozesse.
Our customers' success
By customizing our tools for each customer, process times can be significantly reduced. A customer case shows that up to 80 % of processing time can be saved during deburring.
The latest generation of deburring discs maximizes the abrasive surface area thanks to the innovative arrangement and slotted structure of the abrasive flaps, increases material removal at the sheet metal edge and significantly improves the performance of your deburring machine.
Our customers benefit from our extensive consulting and application experience. This expertise guarantees maximum competitiveness through high-performance processes in every production environment.
Pre-grinding in action
You are currently viewing placeholder content from YouTube. To access the actual content, click the button below. Please note that this will involve sharing data with third parties.
More informationCompatible with common machine manufacturers
FAQ zum Blech entgraten
Antworten zu Primärgrat, Vorschleifen, Werkzeugauswahl und stabilen Folgeprozessen.
Blech entgraten beschreibt die gezielte Bearbeitung von Materialüberständen an Schnitt- und Stanzkanten. Ziel ist ein definierter Ausgangszustand mit kontrolliert reduziertem Primärgrat und stabilen Voraussetzungen für nachfolgende Prozesse.
Das Vorschleifen reduziert Primärgrate, Spritzer und Oberflächenunregelmäßigkeiten. Dadurch entsteht ein gleichmäßiger Werkzeugeingriff für das anschließende Entgraten und Kantenbearbeiten.
Primärgrat entsteht direkt beim thermischen oder mechanischen Trennen von Blechteilen. Er steht als Materialüberstand an der Schnittkante und wird beim Vorschleifen kontrolliert reduziert.
Beim vorbereitenden Vorschleifen werden Schleifgewebebänder, Schleifklettscheiben und Schleifsterne eingesetzt, um Primärgrate zu reduzieren, Oberflächen zu egalisieren und konturabhängige Bereiche vorzubereiten.
Nein. Vorschleifen ist der vorbereitende Prozessschritt, bei dem Primärgrat und Oberflächenunregelmäßigkeiten reduziert werden. Entgraten beschreibt die gezielte Bearbeitung verbleibender Gratstrukturen innerhalb der weiteren Prozesskette.
Ja. Beim Vorschleifen kann Material plastisch in die Oberflächenebene verlagert werden. Die konturtreue Bearbeitung dieses Sekundärgrats erfolgt im nachfolgenden Prozessschritt Entgraten und Kantenverrunden.
Ohne Vorschleifen treffen nachfolgende Werkzeuge auf ungleichmäßige Oberflächen, Primärgrat und lokale Materialanhäufungen. Dadurch entstehen instabile Kontaktbedingungen, erhöhter Werkzeugverschleiß und schwankende Bearbeitungsergebnisse.
Ein definierter Ausgangszustand sorgt für gleichmäßigen Werkzeugeingriff, kontrollierten Materialabtrag und reproduzierbare Bearbeitungsbedingungen. Dadurch werden Folgeprozesse wie Kantenverrunden, Beschichten und Montieren stabiler.
Your contact persons

Marc Böck


Anja Berscheit