Kantenverrunden von Blech
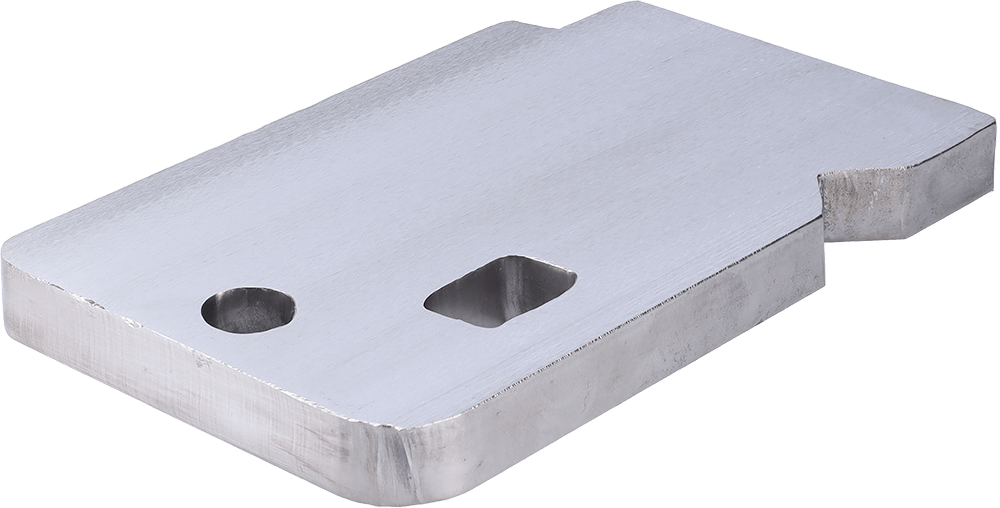
Das Kantenverrunden von Blech verbessert die Qualität von Werkstückkanten und erzeugt reproduzierbare Übergänge zwischen Fläche und Kante.
Kantenverrundung von Blech in der industriellen Blechbearbeitung
Das Kantenverrunden von Blechteilen beschreibt die gezielte Bearbeitung von Werkstückkanten zur Herstellung reproduzierbarer, radiusähnlicher Übergänge zwischen Fläche und Kante. Der Zustand dieser Übergangszone beeinflusst unmittelbar die Stabilität nachfolgender Prozesse wie Beschichten, Schweißen, Montieren oder Handhaben.
Nach dem thermischen oder mechanischen Trennen sowie dem vorbereitenden Vorschleifen und Entgraten können scharfe Kanten, Sekundärgrat oder ungleichmäßige Übergänge zwischen Fläche und Werkstückkante verbleiben. Diese führen zu erhöhtem Beschichtungsverschleiß, ungleichmäßiger Schichtverteilung und erhöhtem Verletzungsrisiko im Handling.
Im Prozessschritt Kantenverrunden wird die Werkstückkante kontrolliert bearbeitet, um gleichmäßige Übergänge entlang der gesamten Bauteilgeometrie zu erzeugen. Ziel ist keine geometrische Veränderung des Werkstücks, sondern die Herstellung reproduzierbarer Kantenbedingungen für stabile Folgeprozesse.
Ein reproduzierbarer, radiusähnlicher Übergang verbessert die Beschichtungsaufnahme, reduziert lokale Spannungsspitzen an der Werkstückkante und unterstützt gleichmäßige Bedingungen in automatisierten Fertigungsabläufen.
Wie entstehen scharfe Kanten und Sekundärgrate an Blechteilen?
Beim thermischen und mechanischen Trennen von Blechteilen entstehen Materialüberstände, scharfe Kantenbereiche und plastisch verformte Randzonen. Ursache sind hohe thermische Belastungen, Materialverdrängungen sowie ungleichmäßige Materialtrennungen entlang der Schnittkante.
Bereits nach dem Vorschleifen und Entgraten können verbleibende Sekundärgrate oder ungleichmäßige Übergänge zwischen Fläche und Kante bestehen bleiben. Diese beeinträchtigen stabile Folgeprozesse und führen zu schwankenden Kantenbedingungen entlang der Werkstückkante.
Scharfe Werkstückkanten erzeugen lokale Spannungsspitzen und beeinträchtigen die gleichmäßige Verteilung von Beschichtungen entlang der Kante. Zusätzlich erhöhen sie das Verletzungsrisiko beim manuellen Handling und können die Prozessstabilität automatisierter Fertigungsabläufe negativ beeinflussen.
Insbesondere bei beschichteten Bauteilen entstehen an scharfkantigen Übergängen häufig ungleichmäßige Schichtdicken oder lokale Beschädigungen der Beschichtung. Dadurch steigen Nacharbeit, Ausschuss und Prozessschwankungen.
Das Kantenverrunden reduziert diese instabilen Übergangsbereiche gezielt und schafft reproduzierbare Voraussetzungen für stabile Folgeprozesse sowie gleichmäßige Übergänge zwischen Fläche und Werkstückkante.
Entgraten als Voraussetzung für reproduzierbare Kantenverrundung
Das Entgraten bildet die Voraussetzung für eine gleichmäßige und reproduzierbare Kantenverrundung. Bereits vor dem eigentlichen Verrundungsprozess müssen verbleibende Materialüberstände, Primärgrate und instabile Randzonen kontrolliert bearbeitet werden.
Beim vorbereitenden Vorschleifen werden Primärgrate reduziert und Oberflächen egalisiert, um einen gleichmäßigen Werkzeugeingriff entlang der Werkstückkante zu ermöglichen. Gleichzeitig können beim Materialabtrag plastische Materialverlagerungen in der Oberflächenebene entstehen.
Diese flächennahen Materialverlagerungen werden als Sekundärgrat bezeichnet. Die konturtreue Bearbeitung dieses Sekundärgrats erfolgt im Prozessschritt des Entgratens und Kantenverrundens.
Ohne gleichmäßigen Ausgangszustand entstehen schwankende Verrundungsintensitäten entlang der Werkstückkante. Dadurch können ungleichmäßige Übergänge zwischen Fläche und Kante sowie instabile Beschichtungsbedingungen entstehen.
Ein reproduzierbarer Entgratprozess schafft stabile Voraussetzungen für kontrollierte Verrundungsprozesse und gleichmäßige Übergangsgeometrien entlang der gesamten Bauteilkante.
Kantenverrunden von Blech
Im Prozessschritt des Kantenverrundens wird die Werkstückkante gezielt bearbeitet, um reproduzierbare, radiusähnliche Übergänge zwischen Fläche und Kante zu erzeugen. Ziel ist eine gleichmäßige Übergangszone entlang der gesamten Bauteilgeometrie.
Die Intensität der Verrundung hängt unter anderem von Werkstoff, Blechdicke, Ausgangszustand, Werkzeuggeometrie sowie den gewählten Prozessparametern ab. Vorschub, Drehzahl und Anpressdruck beeinflussen den Materialabtrag entlang der Werkstückkante und damit die Gleichmäßigkeit der Verrundung.
Während des Prozesses werden verbleibende Sekundärgrate konturtreu bearbeitet und scharfkantige Übergangsbereiche reduziert. Dadurch entstehen gleichmäßigere Übergänge zwischen Fläche und Werkstückkante.
Das Kantenverrunden verbessert die Gleichmäßigkeit nachfolgender Beschichtungsprozesse, reduziert lokale Spannungsspitzen an der Werkstückkante und erhöht die Prozesssicherheit bei manueller und automatisierter Handhabung.
Ein reproduzierbarer Verrundungsprozess schafft stabile Voraussetzungen für gleichmäßige Beschichtungsaufnahme, reduzierte Nacharbeit und reproduzierbare Bauteileigenschaften.
Gereedschap voor ontbramen en afronding van randen
Die Werkzeugauswahl im Prozessschritt Entgraten und Kantenverrunden richtet sich nach Werkstoff, Bauteilgeometrie und gewünschtem Kantenzustand. Ziel ist ein kontrollierter Materialabtrag, der Sekundärgrat zuverlässig bearbeitet und reproduzierbare Übergänge zwischen Fläche und Kante erzeugt.
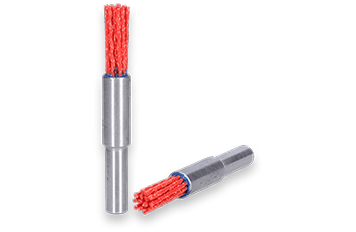
Tijdens de ontbraamstap, Ontbraamblokken eingesetzt, um Sekundärgrat gezielt zu bearbeiten und scharfkantige Übergänge entlang der Werkstückkante zu reduzieren. Durch den kontrollierten Werkzeugeingriff entstehen gleichmäßigere Voraussetzungen für das anschließende Kantenverrunden.
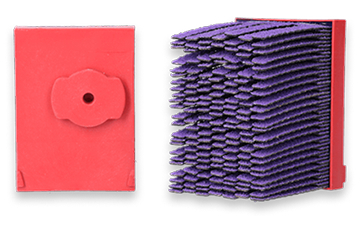
Ontbraamschijf werden eingesetzt, um Kantenbereiche gleichmäßig zu bearbeiten und verbleibende Gratstrukturen kontrolliert abzutragen. Dadurch entstehen stabile Bedingungen für reproduzierbare Übergänge zwischen Fläche und Werkstückkante.
Tijdens de afrondingsstap van de randen, Ontbraamrollen zum Einsatz, um gleichmäßige, radiusähnliche Übergänge zwischen Fläche und Kante zu erzeugen. Durch den kontinuierlichen Werkzeugeingriff entlang der Werkstückkante entstehen reproduzierbare Verrundungsbedingungen.
Die Auswahl von Werkzeuggeometrie, Schleifmittel und Prozessparametern beeinflusst die Intensität der Verrundung sowie die Gleichmäßigkeit der Übergangszone entlang der Werkstückkante.
Das Ergebnis ist ein definierter Bauteilzustand mit gleichmäßig bearbeiteten Kanten, reduzierten Gratstrukturen und stabilen Voraussetzungen für nachfolgende Prozesse wie Beschichten, Montieren oder Handhaben.







Warum sind reproduzierbare Übergänge zwischen Fläche und Kante wichtig?
Der Übergang zwischen Fläche und Werkstückkante beeinflusst unmittelbar die Stabilität nachfolgender Fertigungs- und Beschichtungsprozesse. Scharfkantige oder ungleichmäßig bearbeitete Übergänge führen zu lokalen Spannungsspitzen, schwankender Beschichtungsaufnahme und instabilen Bearbeitungsbedingungen.
Durch kontrolliertes Entgraten und Kantenverrunden entstehen gleichmäßige, reproduzierbare Übergangszonen entlang der gesamten Werkstückkante. Dadurch werden Prozessschwankungen reduziert und stabile Voraussetzungen für nachfolgende Bearbeitungsschritte geschaffen.
Insbesondere bei Beschichtungsprozessen verbessert ein gleichmäßiger Übergang zwischen Fläche und Kante die Verteilung der Schichtdicke. Gleichzeitig sinkt das Risiko lokaler Beschichtungsfehler oder vorzeitiger Materialbelastungen an scharfkantigen Bereichen.
Auch in automatisierten Fertigungsprozessen beeinflusst die Gleichmäßigkeit der Werkstückkante den Werkzeugeingriff, die Prozessstabilität sowie die Reproduzierbarkeit der Bearbeitungsergebnisse.
Ein reproduzierbarer, radiusähnlicher Übergang reduziert Nacharbeit, verbessert die Handhabungssicherheit und unterstützt stabile Folgeprozesse in der industriellen Blechbearbeitung.
Het succes van onze klanten
Door onze gereedschappen aan te passen aan de individuele behoeften van onze klanten, worden de procestijden aanzienlijk verkort. Eén klanttoepassing laat zien dat er tot wel 80 bewerkingsstappen bespaard kunnen worden tijdens het ontbramen.
De nieuwste generatie ontbraamschijven maximaliseert het schuuroppervlak dankzij de innovatieve opstelling en de sleufstructuur van de schuurlamellen, verhoogt de materiaalafvoer aan de rand van het plaatmetaal en verbetert de prestaties van uw ontbraammachine aanzienlijk.
Onze klanten profiteren van onze uitgebreide advies- en applicatie-ervaring. Deze expertise garandeert maximale concurrentiekracht door hoogwaardige processen in elke productieomgeving.
Ontbramen & afronden met gereedschap van Boeck
U bekijkt momenteel placeholder-inhoud van YouTube. Om de daadwerkelijke inhoud te bekijken, klikt u op de onderstaande knop. Houd er rekening mee dat dit het delen van gegevens met derden met zich meebrengt.
Meer informatieCompatibel met gangbare machinefabrikanten.
FAQ zum Kantenverrunden von Blech
Antworten zu Sekundärgrat, Verrundungsprozessen, Werkzeugen und reproduzierbaren Übergängen zwischen Fläche und Kante.
Kantenverrunden beschreibt die gezielte Bearbeitung der Werkstückkante zur Herstellung reproduzierbarer, radiusähnlicher Übergänge zwischen Fläche und Kante.
Nach dem Entgraten können scharfkantige Übergänge und Sekundärgrat verbleiben. Das Kantenverrunden reduziert diese Bereiche kontrolliert und schafft gleichmäßige Übergänge entlang der Werkstückkante.
Sekundärgrat entsteht durch plastische Materialverlagerung beim Vorschleifen oder Entgraten. Dabei wird Material in die Oberflächenebene umgelegt und verbleibt entlang der Werkstückkante.
Beim Entgraten und Kantenverrunden kommen unter anderem Entgratblöcke, Entgratteller und Entgratwalzen zum Einsatz. Die Werkzeugauswahl richtet sich nach Werkstoff, Bauteilgeometrie und gewünschter Verrundungsintensität.
Scharfkantige Werkstückkanten führen zu lokalen Spannungsspitzen, ungleichmäßiger Beschichtungsaufnahme und erhöhtem Verletzungsrisiko im Handling.
Ein reproduzierbarer Übergang zwischen Fläche und Kante verbessert die Gleichmäßigkeit der Schichtdickenverteilung und reduziert lokale Beschichtungsfehler.
Die Verrundungsintensität beeinflusst die Gleichmäßigkeit des Übergangs zwischen Fläche und Kante. Sie wird unter anderem durch Werkzeuggeometrie, Vorschub, Drehzahl und Anpressdruck bestimmt.
Gleichmäßige Übergänge verbessern die Prozessstabilität, reduzieren Nacharbeit und schaffen stabile Voraussetzungen für Beschichten, Montieren und automatisierte Folgeprozesse.
Uw contactpersonen

Marc Böck


Anja Berscheit