Desbarbado de chapa metálica
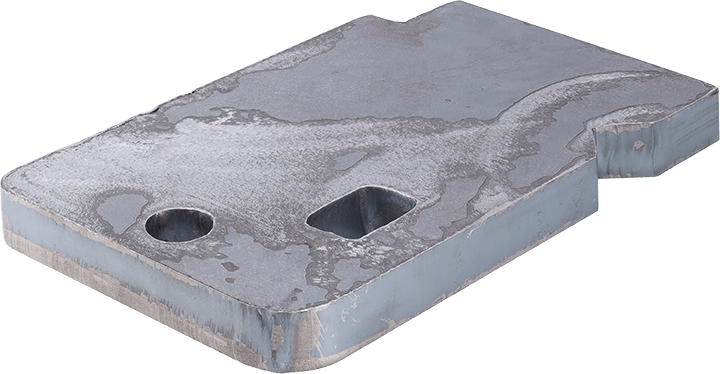
El desbarbado de chapa metálica implica la eliminación controlada de rebabas primarias, irregularidades superficiales y acumulaciones localizadas de material en el borde de la pieza. Estas afectan el contacto de la herramienta en las etapas de procesamiento posteriores y, sin una eliminación controlada del material, provocan condiciones de proceso inestables, mayor desgaste de la herramienta y una calidad de borde inconsistente.
Desbarbado de chapa metálica
El mecanizado térmico y mecánico de piezas de chapa metálica produce rebabas primarias, irregularidades superficiales y acumulaciones localizadas de material en el borde de la pieza. Esto afecta al contacto de la herramienta en las etapas de mecanizado posteriores y genera condiciones de proceso inestables, mayor desgaste de la herramienta y una calidad de borde inconsistente.
El pre-rectificado es el paso preparatorio en el desbarbado. Durante este proceso, las superficies se nivelan y las rebabas primarias se reducen de forma controlada para crear una base uniforme para el procesamiento posterior. Según el material, el espesor de la lámina y el estado inicial, se utilizan diferentes abrasivos y geometrías de herramientas.
En la siguiente etapa del proceso de desbarbado, las protuberancias de material restantes se tratan específicamente para crear un borde geométricamente limpio y condiciones estables para las etapas posteriores del proceso.
Durante el pre-rectificado, el material puede desplazarse plásticamente hacia el plano de la superficie. Esto crea una rebaba secundaria cerca de la superficie. El procesamiento preciso de esta rebaba secundaria, siguiendo el contorno exacto, se realiza en la siguiente etapa del proceso de desbarbado y redondeo de bordes.
Un estado inicial reproducible mejora la estabilidad de los procesos posteriores, como el redondeo de bordes, el recubrimiento o el ensamblaje, y reduce el retrabajo y el desperdicio.
¿Cómo se forma la rebaba primaria al cortar chapa metálica?
Las rebabas primarias se forman directamente durante el corte térmico o mecánico de piezas de chapa metálica. Esto se debe a que el material no se elimina por completo siguiendo una línea de corte ideal durante el proceso. La extensión de la rebaba primaria depende del método de corte utilizado, los parámetros del proceso, el espesor de la chapa y las propiedades del material.
Los procesos de corte mecánico, como el punzonado o el cizallado, generan rebabas primarias debido a la deformación plástica y la fractura localizada del material. Por otro lado, los procesos de corte térmico, como el láser, el plasma o el oxicorte, dan como resultado material fundido y solidificado en el borde de corte.
Las rebabas producidas por láser suelen ser estrechas y cónicas. En cambio, el corte por plasma y oxicorte suele generar protuberancias de material más pronunciadas, con forma de perlas, así como capas adicionales de óxido y cascarilla.
La rebaba primaria sobresale del plano superficial como un saliente geométrico del material y afecta la uniformidad del contacto de la herramienta en las etapas de mecanizado posteriores. Sin una reducción controlada de la rebaba primaria, se producen condiciones de proceso inestables, mayor desgaste de la herramienta y una calidad de filo inconsistente.
El pre-rectificado reduce estas protuberancias de material de forma controlada y crea una condición inicial uniforme para el posterior desbarbado y redondeo de los bordes.
Pre-rectificado como paso preparatorio en el proceso de desbarbado.
El pre-rectificado sirve para reducir las rebabas primarias de forma controlada y para nivelar las superficies y los bordes después del corte. El objetivo es crear una base uniforme para los pasos posteriores del proceso de desbarbado y redondeo de bordes.
Particularmente en los procesos de corte térmico, se producen acumulaciones localizadas de material, zonas de borde fundido, salpicaduras o estructuras superficiales irregulares. Esto afecta al agarre de la herramienta en las etapas de procesamiento posteriores y genera condiciones de proceso inestables.
La eliminación controlada de material reduce estas irregularidades y garantiza una rebaba primaria uniforme. Esto permite que las herramientas posteriores se acoplen de forma más consistente al borde de la pieza.
La intensidad del pre-rectificado depende, entre otros factores, del material, el espesor de la lámina, el proceso de corte y la gravedad de la rebaba primaria. Las rebabas finas producidas por láser requieren estrategias de procesamiento diferentes a las de las protuberancias pronunciadas del material tras el corte por plasma u oxicorte.
Durante el pre-desbaste, se pueden utilizar bandas abrasivas de tela, discos de lijado con sistema de velcro o estrellas de desbaste para lograr una eliminación uniforme del material y unas condiciones de mecanizado estables.
Un estado inicial reproducible reduce las variaciones del proceso, mejora la uniformidad del procesamiento de los bordes y crea condiciones estables para el posterior desbarbado y redondeo de los bordes.
Desbarbado de chapa metálica
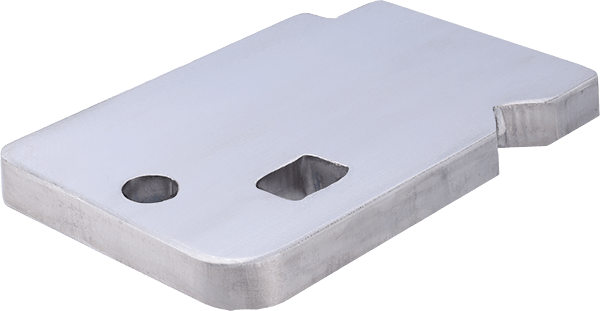
En el proceso de desbarbado, se eliminan selectivamente las protuberancias de material que quedan en el borde de la pieza para obtener un borde geométricamente limpio y reproducible. El objetivo es eliminar las rebabas primarias y crear condiciones estables para las etapas de mecanizado posteriores.
Si bien la rebaba primaria se distingue claramente como una protuberancia de material en la superficie, durante el pre-molienda puede desplazarse plásticamente material adicional hacia dicha superficie. Estos desplazamientos de material cercanos a la superficie se denominan rebabas secundarias.
El procesamiento preciso y específico de esta rebaba secundaria se lleva a cabo durante la etapa de desbarbado y redondeo de bordes. Un requisito previo para ello es una condición inicial uniforme obtenida mediante el pre-rectificado.
La intensidad del proceso de desbarbado depende, entre otros factores, del material, el espesor de la lámina, el método de corte y la gravedad de la rebaba inicial. Las rebabas finas producidas por láser requieren estrategias de procesamiento diferentes a las de las protuberancias pronunciadas del material tras el corte por plasma u oxicorte.
En la etapa de desbarbado, se utilizan discos y rodillos desbarbadores, entre otras cosas, para eliminar de forma controlada las protuberancias de material restantes y para crear un acabado uniforme a lo largo del borde de la pieza de trabajo.
Un proceso de desbarbado reproducible mejora la estabilidad de las etapas de procesamiento posteriores, reduce la necesidad de retrabajo y sienta las bases para un redondeo uniforme de los bordes, una adhesión estable del recubrimiento y una manipulación segura.
¿Por qué es importante definir un estado inicial?
El estado inicial del borde y la superficie influye directamente en la estabilidad de las etapas de mecanizado posteriores. Las irregularidades en el material, las variaciones locales en la zona del borde o las condiciones inestables de la superficie provocan fluctuaciones en el contacto de la herramienta y aumentan el desgaste de las herramientas subsiguientes.
El pre-rectificado y el desbarbado crean unas condiciones iniciales reproducibles en las que las rebabas primarias se reducen de forma controlada y las superficies se nivelan. Esto da como resultado unas condiciones de mecanizado más uniformes a lo largo de todo el borde de la pieza.
Un estado inicial estable mejora la reproducibilidad de procesos posteriores como el redondeo de bordes, la eliminación de óxido, el recubrimiento o el ensamblaje. Al mismo tiempo, se reducen las variaciones del proceso, el retrabajo y los desperdicios.
Especialmente en los procesos de mecanizado automatizados, un acoplamiento constante de la herramienta es crucial para lograr resultados reproducibles y una vida útil estable de la misma.
La eliminación controlada de material no solo crea un borde de la pieza de trabajo libre de rebabas, sino también condiciones estables para procesos posteriores reproducibles y propiedades consistentes del componente.
Herramientas para desbarbar chapa metálica
La selección de herramientas para el desbarbado depende del proceso de corte, la gravedad de la rebaba inicial, el espesor de la chapa y el estado inicial deseado. Las diferentes geometrías de herramientas y abrasivos producen diferentes características de remoción de material e intensidades de procesamiento.
En el proceso de molienda preparatoria, Correas abrasivas Se utiliza para nivelar superficies y reducir las rebabas primarias de forma controlada. La eliminación uniforme del material crea condiciones estables para los pasos de procesamiento posteriores.
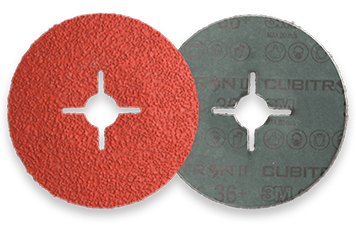
discos de lijado Permiten un procesamiento flexible de las protuberancias locales del material y son especialmente adecuadas para contornos cambiantes o áreas de procesamiento más pequeñas.
Estrellas del molinillo Estas herramientas se utilizan para mecanizar de forma uniforme contornos complejos y zonas de difícil acceso de la pieza. Su geometría flexible permite un contacto estable con la herramienta a lo largo de diferentes contornos.
La selección del abrasivo, el diseño de la herramienta y los parámetros del proceso influyen en el contacto de la herramienta con la superficie, la estabilidad del proceso y la reproducibilidad de la remoción de material. Es fundamental destacar que no solo importa la tasa de remoción, sino también la creación de un estado inicial estable y reproducible para los procesos posteriores.






Bandas abrasivas para el pre-rectificado durante el desbarbado.
En la etapa del proceso de pre-molienda, Correas abrasivas Se utiliza para nivelar superficies y reducir las rebabas primarias de forma controlada. El objetivo es lograr un contacto uniforme de la herramienta que cree condiciones estables para las etapas de mecanizado posteriores.
Las irregularidades, salpicaduras y rebabas que se producen durante el corte térmico generan condiciones de contacto inconsistentes entre la herramienta y la pieza de trabajo. Sin un pre-rectificado, esto conlleva un aumento de la tensión en la herramienta, procesos de mecanizado inestables y una calidad de filo irregular.
En la fase de pre-rectificado, se utilizan bandas de tejido abrasivo para reducir específicamente estas irregularidades, nivelar la superficie y crear una condición de partida definida para el posterior desbarbado.
El resultado es una superficie mecanizada uniformemente con rebabas primarias reducidas y condiciones estables para un desbarbado y un procesamiento de bordes reproducibles.

Abrasivos para la eliminación controlada de material durante el desbarbado.
La elección del abrasivo influye en la eliminación de material, el contacto de la herramienta y la estabilidad del proceso durante el pre-rectificado y el desbarbado de piezas de chapa metálica.
Según el material, el espesor de la lámina, el proceso de corte y la naturaleza de la rebaba primaria, se utilizan diferentes abrasivos y geometrías de grano abrasivo. Es fundamental que el grano abrasivo, el material de soporte y el diseño de la herramienta se adapten al proceso específico.
Una selección inadecuada de abrasivos conlleva una eliminación desigual del material, un acoplamiento inestable de la herramienta y un mayor desgaste de la misma.
El abrasivo adecuado permite una eliminación controlada del material y crea condiciones estables para un desbarbado y un procesamiento de bordes reproducibles.

Discos de lijado para retoques localizados durante el desbarbado.
discos de lijado Se utilizan en la etapa de pre-molienda para reducir las protuberancias locales del material y para reelaborar selectivamente las áreas de la superficie.
Tras el corte térmico y el pre-rectificado inicial, pueden quedar rebabas locales e irregularidades en la superficie, lo que provoca un contacto desigual de la herramienta en las etapas de mecanizado posteriores.
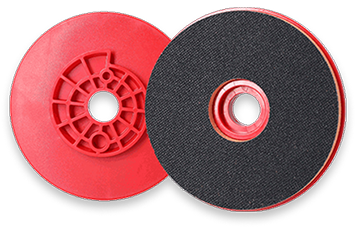
En esta etapa del proceso, se utilizan discos abrasivos con sistema de gancho y bucle para controlar la eliminación de material de forma localizada y crear condiciones reproducibles para el posterior desbarbado y el procesamiento de los bordes.
El resultado es una superficie reelaborada de manera uniforme, con una reducción controlada de la rebaba primaria y condiciones de mecanizado estables para los procesos posteriores.
Estrellas de rectificado para contornos, tubos y perfiles.
Estrellas del molinillo Estas herramientas se utilizan en la etapa de pre-rectificado cuando es necesario mecanizar áreas, tuberías o perfiles con contornos específicos. Su estructura flexible les permite adaptarse a diferentes geometrías de componentes.
Al cortar tuberías, perfiles y zonas de difícil acceso, suelen aparecer rebabas localizadas e irregularidades en la superficie, a las que solo se puede acceder parcialmente con herramientas planas.
En esta etapa del proceso, se utilizan estrellas de rectificado para procesar uniformemente las áreas que dependen del contorno, reducir las rebabas primarias de manera controlada y crear condiciones estables para los procesos de desbarbado posteriores.
El resultado son contornos mecanizados de forma uniforme, con rebabas primarias reducidas y condiciones reproducibles para el posterior desbarbado y el procesamiento de los bordes.

Pre-rectificado y desbarbado como base para procesos posteriores estables.
El pre-rectificado y el desbarbado constituyen la base para lograr condiciones de mecanizado reproducibles en el acabado de bordes y superficies de piezas de chapa metálica. Solo una condición inicial uniforme permite un acoplamiento estable de la herramienta y resultados de mecanizado reproducibles.
La eliminación controlada de material reduce las rebabas primarias, las irregularidades superficiales y las acumulaciones localizadas de material. Esto crea condiciones uniformes para los procesos de mecanizado posteriores.
El uso coordinado de abrasivos y herramientas mejora la estabilidad del proceso y favorece la reproducibilidad de las condiciones de mecanizado en los procesos de fabricación manuales y automatizados.
El resultado es un estado inicial definido con una reducción controlada de la rebaba primaria, un acoplamiento uniforme de la herramienta y condiciones estables para los procesos de mecanizado posteriores.
El éxito de nuestros clientes
La personalización de nuestras herramientas para satisfacer las necesidades individuales de cada cliente reduce significativamente los tiempos de procesamiento. Un ejemplo práctico demuestra que se pueden ahorrar hasta 80 tiempos de mecanizado durante el desbarbado.
La última generación de discos de desbarbado maximiza la superficie abrasiva gracias a la innovadora disposición y la estructura ranurada de las aletas abrasivas, aumenta la eliminación de material en el borde de la chapa metálica y mejora significativamente el rendimiento de su máquina desbarbadora.
Nuestros clientes se benefician de nuestra dilatada experiencia en consultoría y aplicaciones. Esta pericia garantiza la máxima competitividad mediante procesos de alto rendimiento en cualquier entorno de producción.
Pre-molienda en acción
Actualmente estás viendo contenido de marcador de posición de YouTube. Para acceder al contenido, haga clic en el botón de abajo. Tenga en cuenta que esto implica compartir datos con terceros.
Más informaciónCompatible con los fabricantes de máquinas más comunes.
Preguntas frecuentes sobre el desbarbado de chapa metálica
Respuestas relativas a la rebaba primaria, el pre-rectificado, la selección de herramientas y los procesos posteriores estables.
El desbarbado de chapa metálica consiste en la eliminación selectiva del material sobrante de los bordes cortados y perforados. El objetivo es lograr un estado inicial definido con una reducción controlada de las rebabas primarias y condiciones estables para los procesos posteriores.
El pre-rectificado reduce las rebabas primarias, las salpicaduras y las irregularidades de la superficie. Esto da como resultado un contacto uniforme de la herramienta para el posterior desbarbado y acabado de los bordes.
Las rebabas primarias se forman directamente durante el corte térmico o mecánico de piezas de chapa metálica. Aparecen como material sobrante en el borde de corte y se reducen de forma controlada durante el pre-rectificado.
Durante el lijado preparatorio, se utilizan bandas abrasivas de tela, discos de lijado con sistema de velcro y estrellas de lijado para reducir las rebabas primarias, nivelar las superficies y preparar las áreas que dependen del contorno.
No. El pre-molido es la etapa preparatoria del proceso en la que se reducen las rebabas primarias y las irregularidades de la superficie. El desbarbado describe la eliminación selectiva de las rebabas restantes dentro de la cadena de procesos subsiguiente.
Sí. Durante el pre-rectificado, el material puede desplazarse plásticamente hacia el plano de la superficie. El mecanizado preciso del contorno de esta rebaba secundaria se lleva a cabo en la siguiente etapa del proceso de desbarbado y redondeo de bordes.
Sin un pre-rectificado, las herramientas posteriores encuentran superficies irregulares, rebabas primarias y acumulaciones localizadas de material. Esto provoca condiciones de contacto inestables, mayor desgaste de la herramienta y resultados de mecanizado inconsistentes.
Un estado inicial definido garantiza un acoplamiento uniforme de la herramienta, una eliminación controlada del material y condiciones de mecanizado reproducibles. Esto hace que los procesos posteriores, como el redondeo de bordes, el recubrimiento y el ensamblaje, sean más estables.
Sus personas de contacto

Marc Böck


Anja Berscheit