Ébavurage de tôles
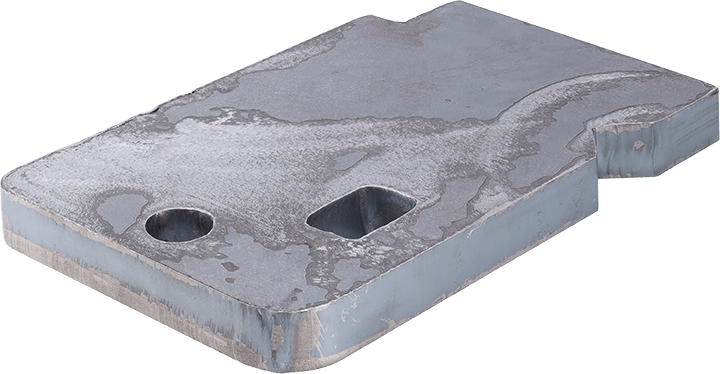
L'ébavurage des tôles consiste à éliminer de manière contrôlée les bavures primaires, les irrégularités de surface et les accumulations de matière localisées sur le bord de la pièce. Ces défauts affectent l'engagement de l'outil lors des étapes d'usinage suivantes et, sans un enlèvement de matière contrôlé, entraînent des conditions d'usinage instables, une usure accrue de l'outil et une qualité de bord irrégulière.
Ébavurage de tôles
La découpe thermique et mécanique des pièces en tôle engendre des bavures primaires, des irrégularités de surface et des accumulations locales de matière sur le bord de la pièce. Ces défauts affectent l'engagement de l'outil lors des étapes d'usinage suivantes et entraînent des conditions de processus instables, une usure accrue de l'outil et une qualité de coupe inconstante.
Le pré-rectification est l'étape préparatoire à l'ébavurage. Ce procédé consiste à niveler les surfaces et à éliminer les bavures primaires de manière contrôlée afin d'obtenir un état initial uniforme pour les opérations ultérieures. Selon le matériau, l'épaisseur de la tôle et l'état initial, différents abrasifs et géométries d'outils sont utilisés.
Lors de l'étape d'ébavurage suivante, les aspérités de matière restantes sont traitées spécifiquement afin de créer un bord géométriquement propre et des conditions stables pour les étapes de processus suivantes.
Lors du pré-rectification, la matière peut se déplacer plastiquement vers la surface. Ceci crée une bavure secondaire proche de la surface. L'élimination précise de cette bavure secondaire, suivant le contour de la pièce, a lieu lors de l'étape suivante d'ébavurage et d'arrondi des arêtes.
Un état initial reproductible améliore la stabilité des processus ultérieurs tels que l'arrondi des bords, le revêtement ou l'assemblage et réduit les retouches et les rebuts.
Comment se forme la bavure primaire lors de la découpe de tôle ?
Les bavures primaires se forment directement lors de la découpe thermique ou mécanique de pièces en tôle. Cela s'explique par le fait que la matière n'est pas entièrement enlevée le long d'une ligne de coupe idéale. L'importance de ces bavures dépend de la méthode de découpe utilisée, des paramètres du procédé, de l'épaisseur de la tôle et des propriétés du matériau.
Les procédés de découpe mécanique, tels que le poinçonnage ou le cisaillement, créent des bavures primaires par déformation plastique et rupture localisée du matériau. En revanche, les procédés de découpe thermique, comme la découpe laser, plasma ou oxycoupage, produisent du matériau fondu puis resolidifié au niveau du bord de coupe.
Les bavures issues de la découpe laser sont souvent étroites et coniques. En revanche, la découpe plasma et oxycoupage produit généralement des protubérances de matière plus prononcées, en forme de cordon, ainsi que des couches d'oxyde et de calamine supplémentaires.
La bavure primaire, qui constitue un surplomb géométrique de matière, affecte l'uniformité de l'engagement de l'outil lors des étapes d'usinage suivantes. Sans réduction contrôlée de cette bavure, il en résulte des conditions de processus instables, une usure accrue de l'outil et une qualité d'arête irrégulière.
Le pré-rectification réduit ces aspérités de matière de manière contrôlée et crée des conditions initiales uniformes pour l'ébavurage et l'arrondi des bords ultérieurs.
Le pré-rectification comme étape préparatoire à l'ébavurage
Le pré-rectification permet de réduire les bavures primaires de manière contrôlée et d'aplanir les surfaces et les arêtes après la coupe. L'objectif est d'obtenir des conditions initiales uniformes pour les étapes d'ébavurage et d'arrondi des arêtes qui suivront.
Lors des procédés de découpe thermique, des accumulations locales de matière, des zones de fusion sur les bords, des projections ou des irrégularités de surface peuvent apparaître. Ces phénomènes affectent l'engagement de l'outil lors des étapes d'usinage suivantes et engendrent des conditions de processus instables.
L'enlèvement de matière contrôlé réduit ces irrégularités et assure une bavure primaire uniforme. Cela permet aux outils suivants de s'engager plus régulièrement le long du bord de la pièce.
L'intensité du pré-meulage dépend notamment du matériau, de l'épaisseur de la tôle, du procédé de découpe et de la profondeur de la bavure initiale. Les bavures fines obtenues par découpe laser requièrent des stratégies de traitement différentes de celles utilisées pour les protubérances importantes après découpe plasma ou oxycoupage.
Lors du pré-meulage, des bandes abrasives en tissu, des disques de ponçage auto-agrippants ou des étoiles de meulage peuvent être utilisés pour créer un enlèvement de matière uniforme et des conditions d'usinage stables.
Un état initial reproductible réduit les variations du processus, améliore l'uniformité du traitement des bords et crée des conditions stables pour l'ébavurage et l'arrondi des bords ultérieurs.
Ébavurage de tôles
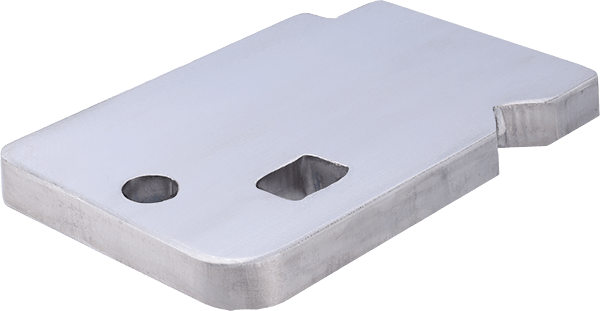
Lors de l'ébavurage, les aspérités de matière restantes sur le bord de la pièce sont éliminées sélectivement afin d'obtenir un bord géométriquement propre et reproductible. L'objectif est d'éliminer les bavures primaires et de créer des conditions optimales pour les étapes d'usinage suivantes.
Alors que la bavure principale se distingue clairement par une protubérance de matière hors du plan de surface, une quantité supplémentaire de matière peut être déplacée plastiquement dans ce plan lors du pré-rectification. Ces déplacements de matière proches de la surface sont appelés bavures secondaires.
L'élimination ciblée et précise du contour de cette bavure secondaire a lieu lors de l'étape d'ébavurage et d'arrondi des arêtes. Une condition initiale uniforme, obtenue par pré-rectification, est indispensable.
L'intensité du traitement nécessaire à l'ébavurage dépend notamment du matériau, de l'épaisseur de la tôle, de la méthode de découpe et de la profondeur de la bavure initiale. Les bavures fines obtenues par laser requièrent des stratégies de traitement différentes de celles utilisées pour les protubérances importantes après découpe plasma ou oxycoupage.
Lors de l'étape d'ébavurage, des disques et des rouleaux d'ébavurage sont utilisés, entre autres, pour éliminer de manière contrôlée les aspérités de matière restantes et pour créer une finition uniforme le long du bord de la pièce.
Un processus d'ébavurage reproductible améliore la stabilité des étapes de traitement ultérieures, réduit les retouches et crée la base d'un arrondi uniforme des bords, d'une adhérence stable du revêtement et d'une manipulation sûre.
Pourquoi un état initial défini est-il important ?
L'état initial de l'arête et de la surface influe directement sur la stabilité des étapes d'usinage suivantes. Des irrégularités de matière, des variations locales dans la zone de l'arête ou une instabilité de la surface entraînent un engagement fluctuant de l'outil et augmentent l'usure des outils suivants.
Le pré-rectification et l'ébavurage permettent d'obtenir des conditions initiales reproductibles, où les bavures primaires sont réduites de manière contrôlée et les surfaces sont nivelées. Il en résulte des conditions d'usinage plus uniformes sur tout le pourtour de la pièce.
Un état initial stable améliore la reproductibilité des procédés ultérieurs tels que l'arrondi des arêtes, l'élimination des oxydes, le revêtement ou l'assemblage. Parallèlement, les variations de procédé, les retouches et les rebuts sont réduits.
Dans les processus d'usinage automatisés notamment, un engagement constant de l'outil est crucial pour obtenir des résultats reproductibles et une durée de vie stable de l'outil.
L'enlèvement contrôlé de matière permet non seulement d'obtenir une arête de pièce sans bavure, mais aussi des conditions stables pour des processus ultérieurs reproductibles et des propriétés de composants constantes.
Outils pour l'ébavurage de la tôle
Le choix des outils d'ébavurage dépend du procédé de coupe, de la profondeur de la bavure initiale, de l'épaisseur de la tôle et de l'état initial souhaité. Différentes géométries d'outils et différents abrasifs produisent des caractéristiques d'enlèvement de matière et des intensités de traitement différentes.
Dans le processus de broyage préparatoire, Bandes abrasives Utilisée pour aplanir les surfaces et réduire les bavures primaires de manière contrôlée, cette machine assure un enlèvement de matière uniforme, créant ainsi des conditions stables pour les étapes de traitement suivantes.
Disques de ponçage Elles permettent un traitement flexible des protubérances locales du matériau et sont particulièrement adaptées aux contours changeants ou aux zones de traitement plus petites.
étoiles broyeuses Ces outils permettent d'usiner de manière uniforme les contours complexes et les zones difficiles d'accès de la pièce. Leur géométrie flexible assure un engagement stable de l'outil le long des différents contours.
Le choix de l'abrasif, la conception de l'outil et les paramètres du procédé influencent l'engagement de l'outil, la stabilité du procédé et la reproductibilité de l'enlèvement de matière. Surtout, ce n'est pas uniquement le taux d'enlèvement qui importe, mais plutôt la création d'un état initial stable et reproductible pour les procédés ultérieurs.






Bandes abrasives pour le pré-meulage lors de l'ébavurage
Dans l'étape de pré-broyage, Bandes abrasives Utilisée pour aplanir les surfaces et réduire les bavures primaires de manière contrôlée, cette opération vise à obtenir un engagement uniforme de l'outil, garantissant des conditions stables pour les étapes d'usinage suivantes.
Les irrégularités, les projections et les bavures qui apparaissent lors de la coupe thermique entraînent des conditions de contact irrégulières entre l'outil et la pièce. Sans pré-affûtage, cela se traduit par une augmentation des contraintes sur l'outil, des processus d'usinage instables et une qualité d'arête inégale.
Lors du pré-meulage, des bandes abrasives en tissu sont utilisées pour réduire spécifiquement ces irrégularités, niveler la surface et créer une condition de départ définie pour l'ébavurage ultérieur.
Le résultat est une surface usinée de manière uniforme avec une bavure primaire réduite et des conditions stables pour un ébavurage et un traitement des bords reproductibles.

Abrasifs pour l'enlèvement contrôlé de matière lors de l'ébavurage
Le choix de l'abrasif influence l'enlèvement de matière, l'engagement de l'outil et la stabilité du processus lors du pré-rectification et de l'ébavurage des pièces en tôle.
En fonction du matériau, de l'épaisseur de la tôle, du procédé de découpe et de la nature de la bavure initiale, différents abrasifs et géométries de grains abrasifs sont utilisés. Il est essentiel que le grain abrasif, le matériau de support et la conception de l'outil soient adaptés au procédé spécifique.
Un choix inapproprié d'abrasifs entraîne un enlèvement de matière irrégulier, un engagement instable de l'outil et une usure accrue de celui-ci.
L'abrasif approprié permet un enlèvement de matière contrôlé et crée des conditions stables pour un ébavurage et un traitement des bords reproductibles.

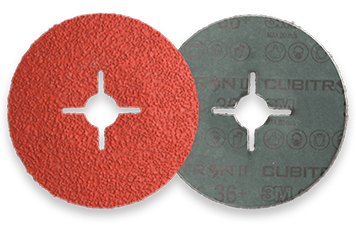
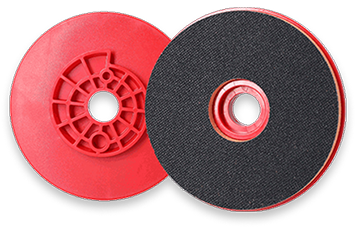
Disques de ponçage pour retouches locales lors de l'ébavurage
Disques de ponçage sont utilisées lors de l'étape de pré-broyage pour réduire les aspérités locales du matériau et pour retravailler sélectivement les zones de surface.
Après la découpe thermique et le pré-rectification initial, des bavures locales et des irrégularités de surface peuvent subsister, entraînant un engagement inégal de l'outil lors des étapes d'usinage suivantes.
Dans cette étape du processus, des disques abrasifs à crochets et boucles sont utilisés pour contrôler localement l'enlèvement de matière et pour créer des conditions reproductibles pour l'ébavurage et le traitement des bords ultérieurs.
Le résultat est une surface retravaillée de manière uniforme, avec une réduction contrôlée des bavures primaires et des conditions d'usinage stables pour les processus ultérieurs.
Meuleuses pour contours, tuyaux et profils
étoiles broyeuses Ces outils sont utilisés lors de l'étape de pré-rectification pour l'usinage de zones, de tubes ou de profils complexes. Leur structure flexible leur permet de s'adapter à différentes géométries de pièces.
Lors de la découpe de tubes, de profilés et de zones difficiles d'accès, des bavures locales et des irrégularités de surface apparaissent souvent, qui ne sont que partiellement accessibles avec des outils plats.
Dans cette étape du processus, des étoiles de meulage sont utilisées pour traiter uniformément les zones dépendantes du contour, pour réduire les bavures primaires de manière contrôlée et pour créer des conditions stables pour les processus d'ébavurage ultérieurs.
Le résultat est un usinage uniforme des contours, avec une réduction des bavures primaires et des conditions reproductibles pour l'ébavurage et le traitement des bords ultérieurs.

Le pré-rectification et l'ébavurage constituent la base de procédés ultérieurs stables.
Le pré-rectification et l'ébavurage sont essentiels pour garantir des conditions d'usinage reproductibles lors de la finition des bords et des surfaces des pièces en tôle. Seules des conditions initiales uniformes permettent un engagement stable de l'outil et des résultats d'usinage reproductibles.
L'enlèvement contrôlé de matière réduit les bavures primaires, les irrégularités de surface et les accumulations locales de matière. Ceci crée des conditions uniformes pour les opérations d'usinage ultérieures.
L'utilisation coordonnée des abrasifs et des outils améliore la stabilité du processus et favorise des conditions d'usinage reproductibles dans les processus de fabrication manuels et automatisés.
Le résultat est un état initial défini avec une réduction contrôlée de la bavure primaire, un engagement uniforme de l'outil et des conditions stables pour les processus d'usinage ultérieurs.
Le succès de nos clients
La personnalisation de nos outils pour répondre aux besoins spécifiques de chaque client réduit considérablement les temps de traitement. Une application client démontre qu'il est possible d'économiser jusqu'à 80 temps d'usinage lors de l'ébavurage.
La dernière génération de disques d'ébavurage maximise la surface abrasive grâce à la disposition innovante et à la structure rainurée des lamelles abrasives, augmente l'enlèvement de matière sur le bord de la tôle et améliore considérablement les performances de votre machine d'ébavurage.
Nos clients bénéficient de notre vaste expérience en matière de conseil et d'application. Cette expertise garantit une compétitivité maximale grâce à des processus performants dans tous les environnements de production.
Le pré-broyage en action
Vous visualisez actuellement du contenu de substitution provenant de YouTube. Pour accéder au contenu, cliquez sur le bouton ci-dessous. Veuillez noter que cela impliquera le partage de données avec des tiers.
Plus d'informationsCompatible avec les fabricants de machines courants
FAQ sur l'ébavurage de la tôle
Réponses concernant l'ébavurage primaire, le pré-rectification, le choix des outils et la stabilité des processus ultérieurs.
L'ébavurage des tôles consiste à éliminer de manière ciblée l'excédent de matière sur les bords coupés et poinçonnés. L'objectif est d'obtenir un état initial défini, avec une réduction contrôlée des bavures primaires et des conditions stables pour les opérations ultérieures.
Le pré-rectification réduit les bavures primaires, les projections et les irrégularités de surface. Il en résulte une application uniforme de l'outil pour l'ébavurage et la finition des arêtes.
Les bavures primaires se forment directement lors de la découpe thermique ou mécanique des pièces en tôle. Elles se présentent sous forme d'excédent de matière sur le bord de coupe et sont réduites de manière contrôlée lors du pré-rectification.
Lors du ponçage préparatoire, des bandes abrasives en tissu, des disques de ponçage auto-agrippants et des étoiles de ponçage sont utilisés pour réduire les bavures primaires, niveler les surfaces et préparer les zones dépendantes du contour.
Non. Le pré-rectification est l'étape préparatoire qui consiste à réduire les bavures primaires et les irrégularités de surface. L'ébavurage désigne l'élimination ciblée des bavures restantes lors des étapes suivantes du processus.
Oui. Lors du pré-rectification, la matière peut se déplacer plastiquement vers le plan de surface. L'usinage précis du contour de cette bavure secondaire est effectué lors de l'étape suivante d'ébavurage et d'arrondi des arêtes.
Sans pré-rectification, les outils suivants rencontrent des surfaces irrégulières, des bavures primaires et des accumulations locales de matière. Il en résulte des conditions de contact instables, une usure accrue des outils et des résultats d'usinage inégaux.
Un état initial défini garantit un engagement constant de l'outil, un enlèvement de matière contrôlé et des conditions d'usinage reproductibles. Ceci stabilise les processus ultérieurs tels que l'arrondi des arêtes, le revêtement et l'assemblage.
Vos personnes de contact

Marc Böck


Anja Berscheit