Ontbramen van plaatmetaal
Het ontbramen van plaatmetaal omvat het gecontroleerd verwijderen van primaire bramen, oppervlakte-onregelmatigheden en plaatselijke materiaalophopingen aan de rand van het werkstuk. Deze factoren beïnvloeden de gereedschapsinschakeling in de daaropvolgende bewerkingsstappen en leiden, zonder gecontroleerde materiaalverwijdering, tot instabiele procesomstandigheden, verhoogde gereedschapslijtage en een inconsistente randkwaliteit.
Ontbramen van plaatmetaal
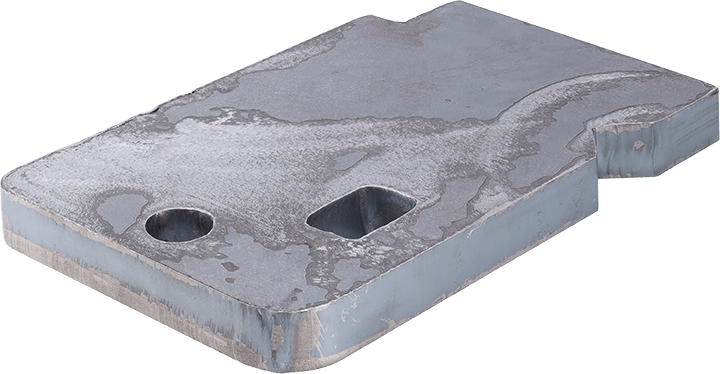
Thermisch en mechanisch snijden van plaatmetalen onderdelen resulteert in primaire bramen, oppervlakte-onregelmatigheden en plaatselijke materiaalophopingen aan de rand van het werkstuk. Deze factoren beïnvloeden de gereedschapsinschakeling in de daaropvolgende bewerkingsstappen en leiden tot instabiele procesomstandigheden, verhoogde gereedschapslijtage en een inconsistente randkwaliteit.
Voorslijpen is de voorbereidende stap bij het ontbramen. Tijdens dit proces worden oppervlakken geëgaliseerd en worden primaire bramen op gecontroleerde wijze verwijderd om een uniforme uitgangspositie te creëren voor verdere bewerking. Afhankelijk van het materiaal, de plaatdikte en de beginconditie worden verschillende schuurmiddelen en gereedschapsgeometrieën gebruikt.
In de daaropvolgende ontbraamstap worden resterende materiaaluitsteeksels specifiek behandeld om een geometrisch schone rand en stabiele omstandigheden voor de volgende processtappen te creëren.
Tijdens het voorslijpen kan materiaal plastisch vervormd raken en in het oppervlaktevlak terechtkomen. Hierdoor ontstaat een secundaire braam die dicht bij het oppervlak ligt. De gerichte, contournauwkeurige bewerking van deze secundaire braam vindt plaats in de daaropvolgende processtap van ontbramen en afronding.
Een reproduceerbare begintoestand verbetert de stabiliteit van daaropvolgende processen zoals afronding, coating of assemblage en vermindert herwerk en afval.
Hoe ontstaat een primaire braam bij het snijden van plaatmetaal?
Primaire bramen ontstaan direct tijdens het thermisch of mechanisch snijden van plaatmetalen onderdelen. Dit komt doordat het materiaal tijdens het snijproces niet volledig langs een ideale snijlijn wordt verwijderd. De omvang van de primaire braam is afhankelijk van de gebruikte snijmethode, de procesparameters, de plaatdikte en de materiaaleigenschappen.
Mechanische snijprocessen zoals ponsen of knippen creëren primaire bramen door plastische vervorming en plaatselijke materiaalbreuk. Thermische snijprocessen zoals laser-, plasma- of autogeen snijden daarentegen resulteren in gesmolten en opnieuw gestold materiaal aan de snijkant.
Laserboren zijn vaak smal en taps toelopend. Plasma- en autogeen snijden daarentegen produceren vaak meer uitgesproken, kraalachtige materiaaluitstulpingen, evenals extra oxide- en aanslaglagen.
De primaire braam steekt als een geometrische materiaaloverhang uit het oppervlak en beïnvloedt de gelijkmatigheid van de gereedschapsinbreng in de daaropvolgende bewerkingsstappen. Zonder gecontroleerde reductie van de primaire braam ontstaan instabiele procesomstandigheden, verhoogde gereedschapslijtage en een inconsistente snijkantkwaliteit.
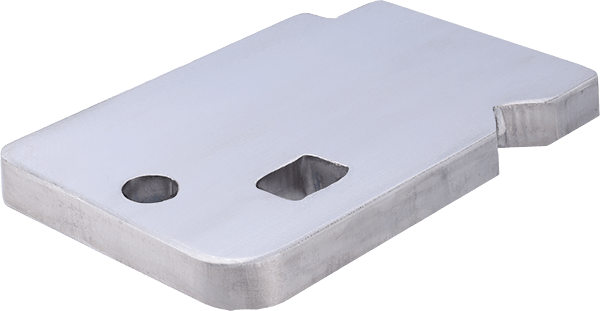
Voorslijpen vermindert deze materiaaluitsteeksels op gecontroleerde wijze en creëert een uniforme uitgangspositie voor het daaropvolgende ontbramen en afronden van de randen.
Voorslijpen als voorbereidende processtap bij het ontbramen.
Voorslijpen dient om primaire bramen op gecontroleerde wijze te verwijderen en om oppervlakken en randzones na het snijden te egaliseren. Het doel is om een uniforme uitgangspositie te creëren voor de daaropvolgende stappen van het ontbramen en afronden van de randen.
Vooral bij thermische snijprocessen kunnen er plaatselijke materiaalophopingen, gesmolten randgebieden, spatten of oneffenheden in het oppervlak ontstaan. Deze factoren beïnvloeden de gereedschapsinschakeling in de daaropvolgende bewerkingsstappen en leiden tot instabiele procesomstandigheden.
Gecontroleerde materiaalafvoer vermindert deze onregelmatigheden en zorgt voor een uniforme primaire braam. Hierdoor kunnen de daaropvolgende gereedschappen consistenter langs de rand van het werkstuk grijpen.
De intensiteit van het voorslijpen hangt onder andere af van het materiaal, de plaatdikte, het snijproces en de ernst van de primaire braam. Dunne laserbramen vereisen andere nabewerkingsstrategieën dan uitgesproken materiaaluitsteeksels na plasma- of autogeen snijden.
Tijdens het voorslijpen kunnen schuurbanden, schuurschijven met klittenband of slijpsterren worden gebruikt om een gelijkmatige materiaalafvoer en stabiele bewerkingsomstandigheden te creëren.
Een reproduceerbare begintoestand vermindert procesvariaties, verbetert de uniformiteit van de randbewerking en creëert stabiele omstandigheden voor het daaropvolgende ontbramen en afronden van de randen.
Ontbramen van plaatmetaal
Bij het ontbramen worden resterende materiaaluitsteeksels aan de rand van het werkstuk selectief verwijderd om een geometrisch schone en reproduceerbare rand te verkrijgen. Het doel is om primaire bramen te verwijderen en stabiele omstandigheden te creëren voor de daaropvolgende bewerkingsstappen.
Hoewel de primaire braam duidelijk zichtbaar is als een uitstulping van materiaal aan het oppervlak, kan er tijdens het voormalen extra materiaal in het oppervlak worden verplaatst. Deze materiaalverplaatsingen vlak onder het oppervlak worden secundaire bramen genoemd.
De gerichte, contournauwkeurige bewerking van deze secundaire braam vindt plaats tijdens het ontbramen en afronden van de randen. Een voorwaarde hiervoor is een uniforme beginconditie vanuit het voorslijpen.
De intensiteit van de nabewerking die nodig is voor het ontbramen hangt onder andere af van het materiaal, de plaatdikte, de snijmethode en de ernst van de oorspronkelijke braam. Dunne laserbramen vereisen andere nabewerkingsstrategieën dan uitgesproken materiaaluitsteeksels na plasma- of autogeen snijden.
Bij het ontbramen worden onder andere ontbraamschijven en ontbraamrollen gebruikt om resterende materiaaluitsteeksels op gecontroleerde wijze te verwijderen en een uniforme afwerking langs de rand van het werkstuk te creëren.
Een reproduceerbaar ontbraamproces verbetert de stabiliteit van de daaropvolgende bewerkingsstappen, vermindert nabewerking en vormt de basis voor een uniforme afronding van de randen, een stabiele hechting van de coating en een veilige hantering.
Waarom is een gedefinieerde begintoestand belangrijk?
De beginconditie van de rand en het oppervlak heeft een directe invloed op de stabiliteit van de daaropvolgende bewerkingsstappen. Ongelijkmatige materiaaluitstulpingen, lokale veranderingen in de randzone of instabiele oppervlaktecondities leiden tot fluctuerende gereedschapsinschakeling en verhogen de slijtage van de daaropvolgende gereedschappen.
Voorslijpen en ontbramen creëren een reproduceerbare uitgangssituatie waarin primaire bramen op gecontroleerde wijze worden verwijderd en oppervlakken worden geëgaliseerd. Dit resulteert in meer uniforme bewerkingsomstandigheden over de gehele rand van het werkstuk.
Een stabiele begintoestand verbetert de reproduceerbaarheid van daaropvolgende processen zoals afronding van randen, verwijdering van oxide, coating of assemblage. Tegelijkertijd worden procesvariaties, herwerk en afval verminderd.
Vooral bij geautomatiseerde bewerkingsprocessen is een consistente gereedschapsinschakeling cruciaal voor het verkrijgen van reproduceerbare resultaten en een stabiele levensduur van het gereedschap.
Gecontroleerde materiaalverwijdering zorgt niet alleen voor een braamvrije werkstukrand, maar ook voor stabiele omstandigheden voor reproduceerbare vervolgprocessen en consistente componenteigenschappen.
Gereedschap voor het ontbramen van plaatmetaal
De keuze van het gereedschap voor het ontbramen hangt af van het snijproces, de ernst van de primaire braam, de plaatdikte en de gewenste beginconditie. Verschillende gereedschapsgeometrieën en schuurmiddelen resulteren in verschillende materiaalafvoereigenschappen en bewerkingsintensiteiten.
Tijdens het voorbereidende maalproces, Slijpbanden Wordt gebruikt om oppervlakken te egaliseren en bramen op gecontroleerde wijze te verwijderen. De gelijkmatige materiaalafvoer zorgt voor stabiele omstandigheden voor de daaropvolgende verwerkingsstappen.
Schuurschijven Ze maken een flexibele verwerking van plaatselijke materiaaluitsteeksels mogelijk en zijn bijzonder geschikt voor veranderende contouren of kleinere bewerkingsgebieden.
Slijpende sterren Deze gereedschappen worden gebruikt om complexe contouren en moeilijk bereikbare delen van het werkstuk gelijkmatig te bewerken. De flexibele gereedschapsgeometrie zorgt voor een stabiele gereedschapsinschakeling langs verschillende contouren.
De keuze van het schuurmiddel, het gereedschapsontwerp en de procesparameters beïnvloeden de gereedschapsinschakeling, de processtabiliteit en de reproduceerbaarheid van de materiaalafvoer. Cruciaal is dat niet alleen de afvoersnelheid van belang is, maar vooral het creëren van een stabiele en reproduceerbare beginsituatie voor volgende processen.





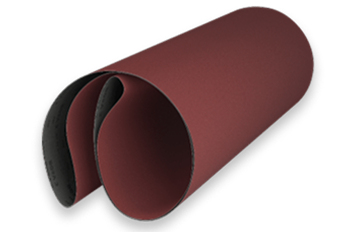

Schuurbanden voor het voorslijpen tijdens het ontbramen.
Tijdens de voormaalstap, Slijpbanden Wordt gebruikt om oppervlakken te egaliseren en primaire bramen op gecontroleerde wijze te verwijderen. Het doel is een gelijkmatige gereedschapsinbreng die stabiele omstandigheden creëert voor de daaropvolgende bewerkingsstappen.
Oneffenheden, spatten en bramen die ontstaan tijdens thermisch snijden leiden tot inconsistente contactomstandigheden tussen het gereedschap en het werkstuk. Zonder voorslijpen resulteert dit in verhoogde gereedschapsspanning, instabiele bewerkingsprocessen en een inconsistente snijkantkwaliteit.
Bij het voorslijpen worden schuurbanden van textiel gebruikt om deze oneffenheden specifiek te verminderen, het oppervlak te egaliseren en een gedefinieerde uitgangspositie te creëren voor het daaropvolgende ontbramen.
Het resultaat is een gelijkmatig bewerkt oppervlak met minder primaire braamvorming en stabiele omstandigheden voor reproduceerbaar ontbramen en randafwerking.

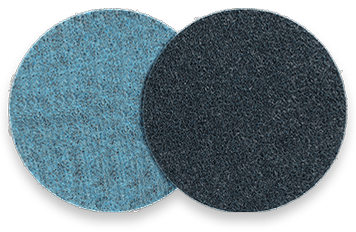
Schuurmiddelen voor gecontroleerde materiaalverwijdering tijdens het ontbramen.
De keuze van het schuurmiddel beïnvloedt de materiaalafvoer, de gereedschapsinbreng en de processtabiliteit tijdens het voorslijpen en ontbramen van plaatmetalen onderdelen.
Afhankelijk van het materiaal, de plaatdikte, het snijproces en de aard van de primaire braam, worden verschillende schuurmiddelen en schuurkorrelgeometrieën gebruikt. Het is cruciaal dat de schuurkorrel, het steunmateriaal en het gereedschapsontwerp zijn afgestemd op het specifieke proces.
Een ongeschikte keuze van schuurmiddelen leidt tot ongelijkmatige materiaalafvoer, instabiele gereedschapsinschakeling en verhoogde gereedschapslijtage.
Het juiste schuurmiddel zorgt voor gecontroleerde materiaalafvoer en creëert stabiele omstandigheden voor reproduceerbaar ontbramen en randafwerking.

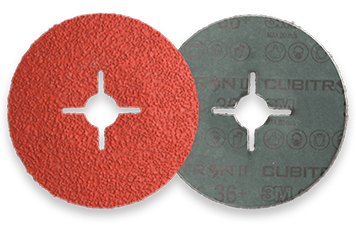
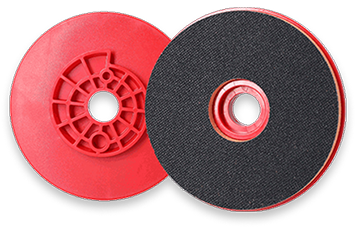
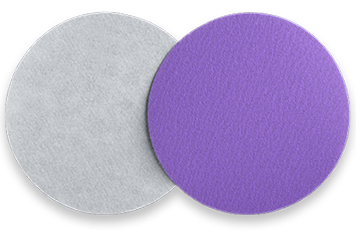
Schuurschijven voor plaatselijke nabewerking tijdens het ontbramen.
Schuurschijven worden gebruikt in de voorslijpfase om plaatselijke materiaaluitsteeksels te verminderen en om oppervlaktegebieden selectief te bewerken.
Na thermisch snijden en het eerste voorslijpen kunnen er plaatselijke braamstructuren en oneffenheden in het oppervlak achterblijven, wat kan leiden tot een ongelijkmatige gereedschapsinbrenging tijdens de daaropvolgende bewerkingsstappen.
In deze processtap worden schurende schijven met klittenband gebruikt om de materiaalafvoer lokaal te controleren en om reproduceerbare omstandigheden te creëren voor het daaropvolgende ontbramen en de randafwerking.
Het resultaat is een gelijkmatig bewerkt oppervlak met gecontroleerde vermindering van de primaire braam en stabiele bewerkingsomstandigheden voor daaropvolgende processen.
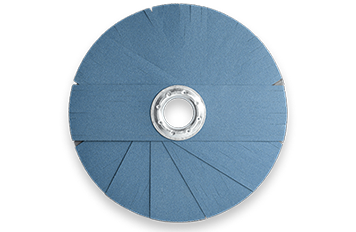
Slijpsterren voor contouren, buizen en profielen
Slijpende sterren Deze gereedschappen worden gebruikt in de voorbewerkingsfase wanneer contourgevoelige gebieden, buizen of profielen bewerkt moeten worden. Dankzij hun flexibele gereedschapsstructuur kunnen ze zich aanpassen aan verschillende componentgeometrieën.
Bij het zagen van buizen, profielen en moeilijk bereikbare plaatsen ontstaan vaak plaatselijke braamstructuren en oneffenheden in het oppervlak, die met vlak gereedschap slechts gedeeltelijk toegankelijk zijn.
In deze processtap worden slijpsterren gebruikt om contourafhankelijke gebieden gelijkmatig te bewerken, primaire bramen op gecontroleerde wijze te verwijderen en stabiele omstandigheden te creëren voor daaropvolgende ontbraamprocessen.
Het resultaat zijn uniform bewerkte contouren met minder primaire braamvorming en reproduceerbare omstandigheden voor de daaropvolgende ontbraam- en randafwerking.

Voorslijpen en ontbramen als basis voor stabiele vervolgprocessen
Voorslijpen en ontbramen vormen de basis voor reproduceerbare bewerkingsomstandigheden bij de rand- en oppervlakteafwerking van plaatmetalen onderdelen. Alleen een uniforme beginconditie zorgt voor een stabiele gereedschapsinschakeling en reproduceerbare bewerkingsresultaten.
Gecontroleerde materiaalafvoer vermindert primaire bramen, oneffenheden in het oppervlak en plaatselijke materiaalophopingen. Dit zorgt voor uniforme omstandigheden voor daaropvolgende bewerkingsprocessen.
Een gecoördineerd gebruik van schuurmiddelen en gereedschappen verbetert de processtabiliteit en ondersteunt reproduceerbare bewerkingsomstandigheden in handmatige en geautomatiseerde productieprocessen.
Het resultaat is een gedefinieerde begintoestand met gecontroleerde vermindering van de primaire braam, uniforme gereedschapsinbreng en stabiele omstandigheden voor daaropvolgende bewerkingsprocessen.
Het succes van onze klanten
Door onze gereedschappen aan te passen aan de individuele behoeften van onze klanten, worden de procestijden aanzienlijk verkort. Eén klanttoepassing laat zien dat er tot wel 80 bewerkingsstappen bespaard kunnen worden tijdens het ontbramen.
De nieuwste generatie ontbraamschijven maximaliseert het schuuroppervlak dankzij de innovatieve opstelling en de sleufstructuur van de schuurlamellen, verhoogt de materiaalafvoer aan de rand van het plaatmetaal en verbetert de prestaties van uw ontbraammachine aanzienlijk.
Onze klanten profiteren van onze uitgebreide advies- en applicatie-ervaring. Deze expertise garandeert maximale concurrentiekracht door hoogwaardige processen in elke productieomgeving.
Voorvermalen in actie
U bekijkt momenteel placeholder-inhoud van YouTube. Om de daadwerkelijke inhoud te bekijken, klikt u op de onderstaande knop. Houd er rekening mee dat dit het delen van gegevens met derden met zich meebrengt.
Meer informatieCompatibel met gangbare machinefabrikanten.
Veelgestelde vragen over het ontbramen van plaatmetaal
Antwoorden met betrekking tot primaire braamvorming, voorslijpen, gereedschapsselectie en stabiele vervolgprocessen.
Het ontbramen van plaatmetaal beschrijft het gericht verwijderen van overtollig materiaal van snij- en ponsranden. Het doel is een gedefinieerde beginsituatie met een gecontroleerde vermindering van primaire bramen en stabiele omstandigheden voor daaropvolgende processen.
Voorslijpen vermindert primaire bramen, spatten en oneffenheden in het oppervlak. Dit zorgt voor een gelijkmatige gereedschapsinbreng bij het daaropvolgende ontbramen en afwerken van de randen.
Primaire bramen ontstaan direct tijdens het thermisch of mechanisch snijden van plaatmetalen onderdelen. Ze verschijnen als overtollig materiaal aan de snijkant en worden op gecontroleerde wijze verwijderd tijdens het voorslijpen.
Tijdens het voorbereidend schuren worden schuurbanden van schuurdoek, schuurschijven met klittenbandbevestiging en schuursterren gebruikt om bramen te verwijderen, oppervlakken te egaliseren en contourafhankelijke gebieden voor te bereiden.
Nee. Voorslijpen is de voorbereidende processtap waarbij primaire bramen en oneffenheden in het oppervlak worden verwijderd. Ontbramen beschrijft het gericht verwijderen van de resterende braamstructuren in de daaropvolgende procesketen.
Ja. Tijdens het voorslijpen kan materiaal plastisch vervormd raken en in het oppervlaktevlak terechtkomen. Het nauwkeurig verwijderen van deze secundaire braam vindt plaats in de daaropvolgende processtap van ontbramen en afronding.
Zonder voorslijpen stuiten de gereedschappen die daarna bewerkt worden op oneffen oppervlakken, primaire bramen en plaatselijke materiaalophopingen. Dit leidt tot instabiele contactomstandigheden, verhoogde gereedschapslijtage en inconsistente bewerkingsresultaten.
Een vooraf gedefinieerde begintoestand zorgt voor een consistente gereedschapsinschakeling, gecontroleerde materiaalafvoer en reproduceerbare bewerkingsomstandigheden. Dit maakt daaropvolgende processen zoals afronding, coating en assemblage stabieler.
Uw contactpersonen

Marc Böck


Anja Berscheit