Deburring sheet metal
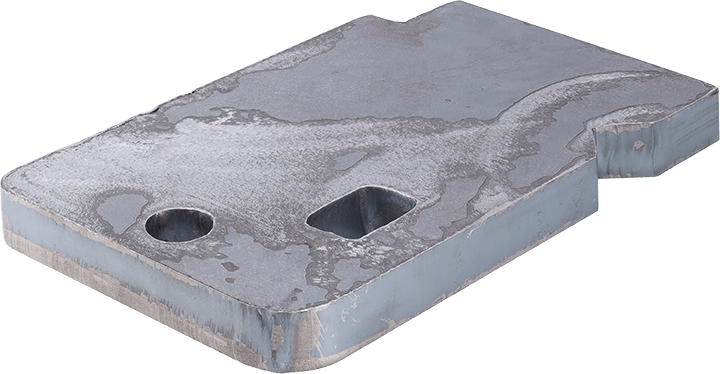
Sheet metal deburring involves the controlled removal of primary burrs, surface irregularities, and local material accumulations at the workpiece edge. These affect tool engagement in subsequent processing steps and, without controlled material removal, lead to unstable process conditions, increased tool wear, and inconsistent edge quality.
Deburring sheet metal
Thermal and mechanical cutting of sheet metal parts results in primary burrs, surface irregularities, and local material accumulations at the workpiece edge. These affect tool engagement in subsequent machining steps and lead to unstable process conditions, increased tool wear, and inconsistent edge quality.
Pre-grinding is the preparatory step in deburring. During this process, surfaces are leveled and primary burrs are reduced in a controlled manner to create a uniform starting condition for further processing. Depending on the material, sheet thickness, and initial condition, different abrasives and tool geometries are used.
In the subsequent deburring process step, remaining material protrusions are specifically treated to create a geometrically clean edge and stable conditions for subsequent process steps.
During pre-grinding, material can be plastically displaced into the surface plane. This creates a secondary burr that lies close to the surface. The targeted, contour-accurate processing of this secondary burr takes place in the subsequent process step of deburring and edge rounding.
A reproducible initial state improves the stability of subsequent processes such as edge rounding, coating or assembly and reduces rework and scrap.
How does primary burr form when cutting sheet metal?
Primary burrs form directly during the thermal or mechanical cutting of sheet metal parts. This is because the material is not completely removed along an idealized cutting line during the cutting process. The extent of the primary burr depends on the cutting method used, the process parameters, the sheet thickness, and the material properties.
Mechanical cutting processes such as punching or shearing create primary burrs through plastic deformation and localized material fracture. Thermal cutting processes such as laser, plasma, or oxyfuel cutting, on the other hand, result in molten and resolidified material at the cut edge.
Laser burrs are often narrow and tapered. In contrast, plasma and oxyfuel cutting often produce more pronounced, bead-like material protrusions as well as additional oxide and scale layers.
The primary burr protrudes from the surface plane as a geometric material overhang and affects the uniformity of tool engagement in subsequent machining steps. Without controlled reduction of the primary burr, unstable process conditions, increased tool wear, and inconsistent edge quality result.
Pre-grinding reduces these material protrusions in a controlled manner and creates a uniform starting condition for the subsequent deburring and edge rounding.
Pre-grinding as a preparatory process step in deburring
Pre-grinding serves to reduce primary burrs in a controlled manner and to level surfaces and edge zones after cutting. The aim is to create a uniform starting condition for the subsequent deburring and edge rounding process steps.
Particularly in thermal cutting processes, local material accumulations, molten edge areas, spatter, or uneven surface structures occur. These affect tool engagement in subsequent processing steps and lead to unstable process conditions.
Controlled material removal reduces these irregularities and ensures a uniform primary burr. This allows subsequent tools to engage more consistently along the workpiece edge.
The intensity of pre-grinding depends, among other things, on the material, sheet thickness, cutting process, and the severity of the primary burr. Thin laser burrs require different processing strategies than pronounced material protrusions after plasma or oxyfuel cutting.
During pre-grinding, abrasive fabric belts, hook and loop sanding discs or grinding stars can be used to create a uniform material removal and stable machining conditions.
A reproducible initial state reduces process variations, improves the uniformity of edge processing and creates stable conditions for subsequent deburring and edge rounding.
Deburring sheet metal
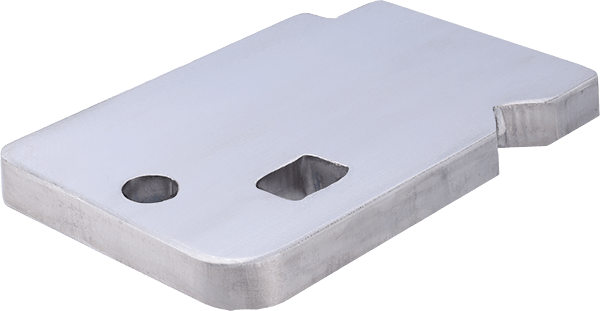
In the deburring process, remaining material protrusions on the workpiece edge are selectively removed to produce a geometrically clean and reproducible edge. The aim is to remove primary burrs and create stable conditions for subsequent machining steps.
While the primary burr stands out as a clear material protrusion from the surface plane, additional material can be plastically displaced into the surface plane during pre-grinding. These near-surface material displacements are referred to as secondary burrs.
The targeted, contour-accurate processing of this secondary burr takes place in the deburring and edge rounding process step. A prerequisite for this is a uniform initial condition from the pre-grinding.
The intensity of processing required for deburring depends, among other things, on the material, sheet thickness, cutting method, and the severity of the primary burr. Thin laser burrs require different processing strategies than pronounced material protrusions after plasma or oxyfuel cutting.
In the deburring process step, deburring discs and deburring rollers are used, among other things, to remove remaining material protrusions in a controlled manner and to create a uniform finish along the workpiece edge.
A reproducible deburring process improves the stability of subsequent processing steps, reduces rework and creates the basis for uniform edge rounding, stable coating adhesion and safe handling.
Why is a defined initial state important?
The initial condition of the edge and surface directly influences the stability of subsequent machining steps. Uneven material protrusions, local changes in the edge zone, or unstable surface conditions lead to fluctuating tool engagement and increase the wear of subsequent tools.
Pre-grinding and deburring create a reproducible starting condition in which primary burrs are reduced in a controlled manner and surfaces are leveled. This results in more uniform machining conditions along the entire workpiece edge.
A stable initial state improves the reproducibility of subsequent processes such as edge rounding, oxide removal, coating, or assembly. At the same time, process variations, rework, and scrap are reduced.
Especially in automated machining processes, consistent tool engagement is crucial to achieve reproducible results and stable tool life.
Controlled material removal not only creates a burr-free workpiece edge, but also stable conditions for reproducible subsequent processes and consistent component properties.
Tools for deburring sheet metal
The selection of tools for deburring depends on the cutting process, the severity of the primary burr, the sheet thickness, and the desired initial condition. Different tool geometries and abrasives produce different material removal characteristics and processing intensities.
In the preparatory grinding process, Abrasive belts Used to level surfaces and reduce primary burrs in a controlled manner. The uniform material removal creates stable conditions for subsequent processing steps.
Sanding discs They enable flexible processing of local material protrusions and are particularly suitable for changing contours or smaller processing areas.
Grinding stars These tools are used to machine complex contours and hard-to-reach areas of the workpiece uniformly. The flexible tool geometry allows for stable tool engagement along different contours.
The selection of abrasive, tool design, and process parameters influences tool engagement, process stability, and the reproducibility of material removal. Crucially, it is not solely the removal rate that matters, but rather the creation of a stable and reproducible starting state for subsequent processes.






Abrasive belts for pre-grinding during deburring
In the pre-grinding process step, Abrasive belts Used to level surfaces and reduce primary burrs in a controlled manner. The goal is a uniform tool engagement that creates stable conditions for subsequent machining steps.
Unevenness, spatter, and burrs that arise during thermal cutting lead to inconsistent contact conditions between the tool and the workpiece. Without pre-grinding, this results in increased tool stress, unstable machining processes, and inconsistent edge quality.
In pre-grinding, abrasive fabric belts are used to specifically reduce these irregularities, to level the surface and to create a defined starting condition for the subsequent deburring.
The result is a uniformly machined surface with reduced primary burr and stable conditions for reproducible deburring and edge processing.

Abrasives for controlled material removal during deburring
The choice of abrasive influences the material removal, the tool engagement, and the process stability during pre-grinding and deburring of sheet metal parts.
Depending on the material, sheet thickness, cutting process, and the nature of the primary burr, different abrasives and abrasive grain geometries are used. It is crucial that the abrasive grain, backing material, and tool design are matched to the specific process.
An unsuitable selection of abrasives leads to uneven material removal, unstable tool engagement and increased tool wear.
The appropriate abrasive supports controlled material removal and creates stable conditions for reproducible deburring and edge processing.

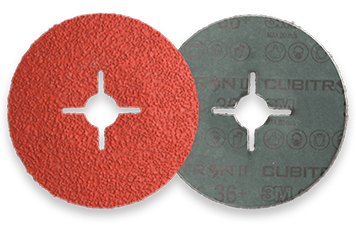
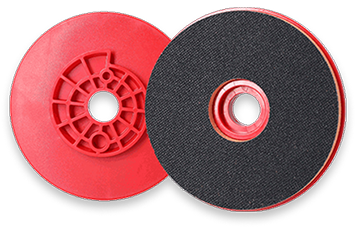
Sanding discs for local rework during deburring
Sanding discs are used in the pre-grinding process step to reduce local material protrusions and to selectively rework surface areas.
After thermal cutting and initial pre-grinding, local burr structures and surface irregularities may remain, leading to uneven tool engagement in subsequent machining steps.
In this process step, abrasive hook and loop discs are used to control material removal locally and to create reproducible conditions for subsequent deburring and edge processing.
The result is a uniformly reworked surface with controlled reduction of primary burr and stable machining conditions for subsequent processes.
Grinding stars for contours, pipes and profiles
Grinding stars These tools are used in the pre-grinding process step when contour-dependent areas, pipes, or profiles need to be machined. Their flexible tool structure allows them to adapt to different component geometries.
When cutting pipes, profiles and hard-to-reach areas, local burr structures and surface irregularities often occur, which are only partially accessible with flat tools.
In this process step, grinding stars are used to process contour-dependent areas evenly, to reduce primary burrs in a controlled manner, and to create stable conditions for subsequent deburring processes.
The result is uniformly machined contours with reduced primary burr and reproducible conditions for subsequent deburring and edge processing.

Pre-grinding and deburring as the basis for stable subsequent processes
Pre-grinding and deburring create the basis for reproducible machining conditions in the edge and surface finishing of sheet metal parts. Only a uniform initial condition enables stable tool engagement and reproducible machining results.
Controlled material removal reduces primary burrs, surface irregularities, and local material accumulations. This creates uniform conditions for subsequent machining processes.
A coordinated use of abrasives and tools improves process stability and supports reproducible machining conditions in manual and automated manufacturing processes.
The result is a defined initial state with controlled reduction of primary burr, uniform tool engagement and stable conditions for subsequent machining processes.
Our customers' success
By customizing our tools for each customer, process times can be significantly reduced. A customer case shows that up to 80 % of processing time can be saved during deburring.
The latest generation of deburring discs maximizes the abrasive surface area thanks to the innovative arrangement and slotted structure of the abrasive flaps, increases material removal at the sheet metal edge and significantly improves the performance of your deburring machine.
Our customers benefit from our extensive consulting and application experience. This expertise guarantees maximum competitiveness through high-performance processes in every production environment.
Pre-grinding in action
You are currently viewing placeholder content from YouTube. To access the actual content, click the button below. Please note that this will involve sharing data with third parties.
More informationCompatible with common machine manufacturers
FAQ on deburring sheet metal
Answers regarding primary burr, pre-grinding, tool selection and stable subsequent processes.
Deburring sheet metal describes the targeted removal of excess material from cut and punched edges. The goal is a defined initial state with a controlled reduction of primary burrs and stable conditions for subsequent processes.
Pre-grinding reduces primary burrs, spatter, and surface irregularities. This results in a uniform tool engagement for subsequent deburring and edge finishing.
Primary burrs form directly during the thermal or mechanical cutting of sheet metal parts. They appear as excess material at the cut edge and are reduced in a controlled manner during pre-grinding.
During preparatory sanding, abrasive fabric belts, hook and loop sanding discs and sanding stars are used to reduce primary burrs, level surfaces and prepare contour-dependent areas.
No. Pre-grinding is the preparatory process step in which primary burrs and surface irregularities are reduced. Deburring describes the targeted removal of remaining burr structures within the subsequent process chain.
Yes. During pre-grinding, material can be plastically displaced into the surface plane. The contour-accurate machining of this secondary burr is carried out in the subsequent process step of deburring and edge rounding.
Without pre-grinding, subsequent tools encounter uneven surfaces, primary burrs, and local material accumulations. This results in unstable contact conditions, increased tool wear, and inconsistent machining results.
A defined initial state ensures consistent tool engagement, controlled material removal, and reproducible machining conditions. This makes subsequent processes such as edge rounding, coating, and assembly more stable.
Your contact persons

Marc Böck


Anja Berscheit